This is one question that itched me a lot is the matter of hops and their contribution of bitterness in historic beers: when did the alpha acid content of hops become relevant in beer recipe formulation?
While the topic of bitterness in beer and the various contributing factors is a complex one to be discussed at another point, it is universally recognized that iso-alpha-acid, the isomerized form of alpha acid, is a major contributor to the overall bitterness of a beer. This isomerization happens when boiling the wort with hops. Even the quantification of bitterness in beer, often noted as IBU, International Bitterness Units, is essentially a determination of the amount of dissolved iso-alpha-acid by employing spectrophotometry.
One conclusion of the observation of the relationship between iso-alpha-acid and bitterness is that the higher the amount of alpha acid in a particular crop of hops is, the higher the contribution of bitterness will be in the resulting beer, assuming the same boil times and all. Brewers nowadays take the amount of alpha acid in hops into account when formulating beer recipes, and using formulas like Tinseth, Rager or Garetz, attempt to approximate the expected bitterness. Of course, this is very much only an approximation: lab analyses have shown that the calculated IBU can diverge quite a bit from measured IBU, in particular in amounts that are beyond the maximum solubility of iso-alpha-acid in aqueous solutions.
But what does this have to do with historic beer? Quite a lot: due to the lack of analytical methods to determine the bitterness contribution of a particular hop crop, it was essentially unknown how bitter a beer would end up with a new crop until it was brewed and taste-tested.
Depending on various factors like the weather, crops of the same hop variety grown in the same hop garden in different years can yield different amounts of alpha acid. Chinook hops from 2016 can have e.g. 11.6 %, while the 2015 crop has 12.8 %, the 2014 crop 12.0 %, the 2013 crop 13.7 %, and so on. This aren’t just made-up numbers, I took these from the historic data of Chinook hops as provided by a German online homebrewing store.
When looking at the relative variability of the alpha acid content, you roughly get a +/- 10 % variation over the course of several years, which would also reflect the same in the overall bitterness contribution.
Now, in the context of historic beers, this variability is a lot more dramatic: early hop varieties and local land races are usually low in alpha acid. If we had the same absolute variability in alpha acid content in a land race as with Chinook in the example above, the impact on the relative variability would be much greater. Let’s look at another example: Hersbrucker Spät from 2016 with 3.2 % alpha acid, 2015 3 %, 2014 2.3 %, and 2013 a staggering 1.8 % alpha acid content. In terms of relative variability, this is more in the range of +/- 30 %.
In pretty much all historic recipes from the 18th, 19th and first half of the 20th century, hop dosage is usually specified in weight per resulting beer, for example gram per hectolitre or pounds per barrel. If I were to brew a simple Munich Lagerbier according to typical first half of the 19th century gravity and hopping rates, a variability between 1.8 and 3.2 % alpha acid makes the difference between 27 IBU on the low end and 47 IBU on the high end. That’s about the difference in bitterness between e.g. a malty brown ale (e.g. Sam Smith Nut Brown Ale allegedly has 31 IBU) and an aggressively hopped Pilsner-style beer (Schönramer Pils allegedly has 45 IBU).
I actually haven’t found much evidence how brewers used to counteract these problems, but I have two theories:
Bavarian brewers employed blending methods prior to lagering their beer: several batches of beer were fermented one after the other, but were then evenly split up between a relatively large number of lagering barrels. This was done for consistency reasons, and would have allowed the brewmaster to adjust the hopping rate of the different batches according to the outcome of the first batch or first few batches.
To a certain extent, brewers also had a relatively good understanding how hops brought preservative qualities to the beer. In some literature, e.g. Ausführliches Lehrbuch der Bayrischen Bierbrauerei mit besonderer Berücksichtigung der Dickmaischbrauerei by J.S. Schorer (published in 1863), different hopping rates and blends of hop varieties were proposed depending on how long the beer was to be lagered, and how late in the year the beer was to be served, in order to compensate for the slowly warming beer cellars (this was before modern refrigeration, when beer was still lagered in ice cellars). Some of these hop blends suggest blending hops from the latest harvest with older hops from previous years. Old hops still provide preservative qualities, but due to the degradation of the alpha acid content, don’t contribute nearly as much bitterness as younger hops. This effect is used even nowadays in Lambic brewing, where relatively large doses of aged hops are used.
But this still hasn’t answered the original question. So I went out and searched a bit. To cut this a bit short, I was not able to find a proper answer. I was not even able to find out when alpha acids were discovered, or when iso-alpha acid was first recognized as contributor of bitterness. But I was nevertheless able to at least find something:
An early analysis of different hop varieties regarding their alpha and beta acid contents (back then often called “alpha resin” and “beta resin”) are the two papers called “REPORTS RECEIVED FROM BREWERS ON RECENT BREWING TRIALS WITH CERTAIN NEW VARIETIES OF HOPS” by Prof. E. S. Salmon and H. H. Glasscock, M.Sc. (published 1944) and “REPORTS RECEIVED FROM BREWERS ON RECENT BREWING TRIALS WITH CERTAIN NEW VARIETIES OF HOPS; II“, by Prof. E. S. Salmon and Dr. A. H. Burgess (published 1947). These papers refer to analyses going back as far as 1932, and not just of new varieties as the titles would suggest, but also Fuggles from Worchestershire and Mid-Kent and Goldings from Mid-Kent and East-Kent. In case you’re wondering, “new” varieties discussed were hops like Brewer’s Gold, Quality Hop [sic!], Brewer’s Favourite, Bullion, Fillpocket, and Brewer’s Standby.
From what I could see from scanning the literature of that time, the analysis of different types of alpha acid was still an active research topic and the 1950’s and probably beyond that. It have not been able to find a definitive point in time where the relationship between iso-alpha-acid content and bitterness contribution was discovered or picked up as a tool to determine hop dosage sizes. So unfortunately, this question remains unanswered as of now.

 This first example is from a painting depicting a Bavarian pub scene in 1855. One man holds a glass of reddish-brown beer with an off-white head. It’s not clear whether the glass on the table also contains beer, but if it is, looks slightly paler due to the smaller size of the glass.
This first example is from a painting depicting a Bavarian pub scene in 1855. One man holds a glass of reddish-brown beer with an off-white head. It’s not clear whether the glass on the table also contains beer, but if it is, looks slightly paler due to the smaller size of the glass.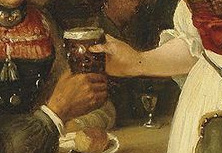 This example shows a Stammtisch scene from 1872 with the waitress handing the customer a glass of dark brown, almost black beer, with a distinctly white head.
This example shows a Stammtisch scene from 1872 with the waitress handing the customer a glass of dark brown, almost black beer, with a distinctly white head. This picture from 1877 again shows a bright, reddish-brown beer, almost bordering on a dark amber.
This picture from 1877 again shows a bright, reddish-brown beer, almost bordering on a dark amber.

 …and the same goes for these examples from 1885, 1888 and 1912. Noticeable in all three is a kind of glow, coming from a bright beer served in glassware, which, in my opinion looks mouthwatering. I would happily want to try one of these beers!
…and the same goes for these examples from 1885, 1888 and 1912. Noticeable in all three is a kind of glow, coming from a bright beer served in glassware, which, in my opinion looks mouthwatering. I would happily want to try one of these beers!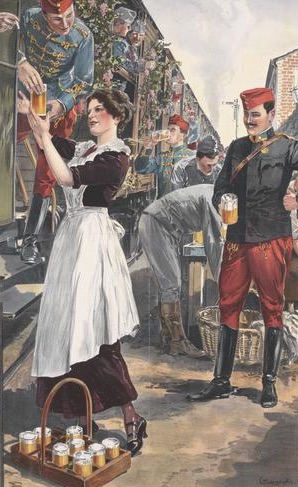
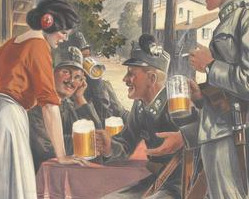 The last two examples are slightly different: both from 1916, they show Austrian-Hungarian soldiers being served beer. The beer has an amber to golden colour, and is distinctly paler than in the other pictures that I showed here. Both are from brewery ads (the top one from the Hungarian Dreher brewery, the bottom one from Hütteldorfer brewery, Vienna), and mostly reflect the ongoing change in beer fashion at that time, while the previous examples are mostly from pictures painted by artists situated in Bavaria, where brown beer remained fashionable for longer than in most other places.
The last two examples are slightly different: both from 1916, they show Austrian-Hungarian soldiers being served beer. The beer has an amber to golden colour, and is distinctly paler than in the other pictures that I showed here. Both are from brewery ads (the top one from the Hungarian Dreher brewery, the bottom one from Hütteldorfer brewery, Vienna), and mostly reflect the ongoing change in beer fashion at that time, while the previous examples are mostly from pictures painted by artists situated in Bavaria, where brown beer remained fashionable for longer than in most other places.