In the last few years, a number of new Bavarian non-alcoholic Helles were launched by reputable breweries such as Augustiner (which really started this new craze), Tegernseer, Bayreuther, Weihenstephaner and Schönramer.
Augustiner’s new non-alcoholic beer was without any doubt Munich’s hype beer of the year 2024, and several other breweries followed suit and launched their own products once they realised that the hype was real.
From what I was told, these new beers are all based on new methods of gentle dealcoholisation using reverse osmosis, to a large extent driven by research at TU Munich at Weihenstephan (one paper about the impact of different production methods on NA beer aroma can be found here).
When Augustiner released that new beer, my prediction was that it would be a big deal, and I firmly stand by that assessment. It’s changed the world of alcohol-free beer for the better, making it actually enjoyable. My first tasting a few weeks later also confirmed it for me. And zebra-striping between Augustiner Oktoberfestbier and Augustiner Alkoholfrei Hell in the Augustiner tent at Oktoberfest on the last day of the festival in 2024 further showed what an incredible beer it is: when served extra cold from keg, it’s virtually indistinguishable in terms of aroma and flavour compared to a regular Augustiner Helles.
When I first tried Tegernseer’s version last year, I actually found it to be even better, at least from the bottle, to the point where it tastes exactly the same except for a slightly noticeable lack of alcoholic mouthfeel.
Last weekend, I finally had the chance to try out the latest contender, Schönramer Alkoholfrei. Schönramer Hell is one of my favourite Helles, it’s incredibly light, fairly dry and just incredibly drinkable. So of course I was looking forward to trying it.
And… it’s good. It’s very good. It seems even more refined than either Tegernseer’s and Augustiner’s version, but it’s the first time where I feel like there’s something lacking in the non-alcoholic Helles (other than the alcohol itself, of course), rather than something still being in there that makes it identifiable as a NA beer. The Schönramer version is so clean, the beeriness almost seems diminished to the point where it reminded me a bit of American light beers.
Me holding a bottle of Schönramer Alkoholfrei on my balcony.
This was the first time when I thought: has science gone too far? Has non-alcoholic Helles been optimised so much in an attempt to make it as clean-tasting as possible, that it has actually lost some of its character as a beer? It still tastes like a beer, don’t get me wrong, but I do wonder whether the non-alcoholic version could just be a bit more characterful. I also wonder whether this is simply down to the base beer, and I don’t know whether this is just a dealcoholised version of their regular Helles, or whether more tweaking was done that caused the beer character to become less and less.
So I had to go back the day after and try the beer again. What I noticed was that from a beer glass (nothing fancy, just a Willibecher), the beer was somewhat more aromatic, without any noticeably increased non-alcoholic character, and closer to the regular Schönramer Helles.
Anyway, in a few week’s time, I’ll be drinking Schönramer straight from the source, and we also have a tour booked, so I hope I’ll be able to ask a few more questions about the specific way Schönramer produce their non-alcoholic Helles and report back on my blog.
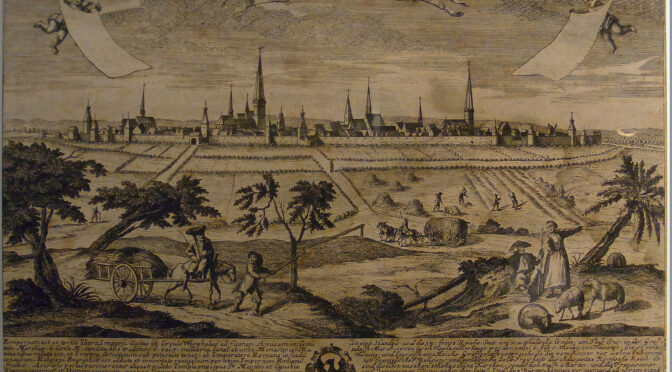
As I’m working on my new book project, I found some great sources about a beer style that I had heard about but didn’t know much about: Breslauer Schöps, hailing from the Lower Silesian city of Wrocław in modern-day Poland.
It was probably not so much a single beer style, but rather four related ones. Think about it as a 2-by-2 matrix: one dimension was beer colour that distinguished between brown Schöps and white Schöps, while the other dimension distinguished between regular strength Schöps and Doppelbier, a slightly stronger version.
The historic sources are quite specific about it: the dark version was described as black to brown, with a very roasted taste to it, but otherwise clear. The pale version on the other hand was simply brewed from 100% air-dried or otherwise very pale malt.
In terms of strength, regular Schöps had an original gravity of about 8°P, while the Doppelbier variant was not double the strength, but rather only 1.5 times as strong, with about 12°P.
Brewing in Wrocław had been regulated in a guild since 1582 that made it exceptionally difficult to enter the brewing trade in the city unless you were born into a brewer family or got married to a brewers’ widow. Malt making was communal, which actually had the interesting effect that the communal malthouses were kept modern: in 1872, they were described as being at least partially automated, with automated cleaning machinery steam-powered malt mills, and even double-floor kilns.
But what specifically caught my eye was how Schöps was fermented: very quickly, at high temperatures for Central European brewing. The yeast was pitched at 35 to 37°C, fermentation started quickly, and the beer was finished fermenting in 12 to 18 hours. Historic descriptions give a strong indication for mixed fermentation, as the beer was described as having a sour tang similar to buttermilk. Because of this, Schöps was called a “three-day-beer”: “brewed today, fermented tomorrow, and consumed with joy on the third day”. For the Doppelbier, FG dropped down to about 4°P, while for the single strength Schöps, a FG of 3°P was expected.
The pitching temperature and fast fermentation really sound more like farmhouse yeasts. Was there any relationship to any of the strains still around today? We may never know, because Schöps as a beer style unfortunately went extinct.
Of course none of that is nearly as comprehensive as what Martyn Cornell wrote about. I have to admit, I’ve only read parts of his book, in particular those about Germany and Austria. What I noticed in there was the early association specifically of German Porter with being a Gesundheitsbier, a health beer, that was often also simply called a Malzextrakt. Remarkably, this was very often used in advertising, in which various producers frequently pointed out how good their beer was for sick people. In fact, when I started looking into it more, I noticed that virtually all mentions of Deutscher Porter from the 1860s to the 1880s that I could find made some health reference.
So how did this German Porter compare to English Porter? One German brewer, Hollack, wanted to show how superior their product. So at the Berlin Exhibition of Hygiene in 1883, they provided specific analyses that they handed out, which we have available:
Beer
SG
ABW%
Free Acid%
English Porter
1.0258
5.35
0.275
Malzextract Hoff
1.0258
2.77
0.252
Malzextract Werner
1.0385
3.35
0.31
Malzextract Grohmann
1.0535
4.46
0.315
Malzextract Hollack
1.0633
3.65
0.39
As you can see, the German Porters had more residual extract and were lower in alcohol. This looks like they were fermented in such a way to be richer in unfermented sugars (with the exception of Hoff’s Porter), while lower in alcohol content.
From a few years later, 1887, we also have a different analysis of Hollack’s Porter:
SG 1.0564
3.43% ABW
0.157% lactic acid
0.123% phosphoric acid
While the SG and the ABW is slightly lower compared to the 1883 specs, they are still quite high up there.
In 1890, yet another brewer, Th. Krepper, “German Porter and Lager Brewery” in Burg near Magdeburg, advertised their German Porter by posting the analysis results of the Versuchs- und Lehranstalt für Brauerei Berlin (also known as VLB Berlin):
SG 1.01968 (= 4.9°P)
4.56% ABW
0.0882% lactic acid
OG 15.36°P
Compared to the specs of other beers, this beer seems much more attenuated, and also quite a bit lower in acid.
Until then, all ads seem to refer to bottled German Porter only, and quite often in a health context. The first ad of cask German Porter I came across was from 1892, when a breakfast restaurant on Unter den Linden 24 in Berlin advertised cask German Porter 1/4 litre for 20 Pfennig, and cask English Porter 1/4 litre for 30 Pfennig.
In 1893, we can find another analysis used in advertising, when Freyberg’s Brauerei near Halle (Saale) put their analysis they got from a Mr. C. Bischoff from Berlin in an ad in a medical newspaper:
OG 21.27°P (calculated)
5.94% ABW (=7.4% ABV)
FG 7.5°P (apparent extract)
0.234% acid
To summarise, even though these German beers were called Porter, they must have been a lot sweeter and richer than their English counterparts, often did not have nearly as much alcohol, and were frequently advertised as a health beer. Some of the description do say that the German Porters are similar to English Porter, and they probably tasted similar, but the numbers suggest quite a large difference.
It would be interesting to work out in greater detail when German brewers moved away from the health claims specifically, and how it turned into the German Porter of later decades that was even codified as part of the East German beer standardisation efforts.
Modern German Porter, apart from the craft beer scene, is just a shadow of its former self. Lausitzer Porter seems to be the only surviving brands, which is a relatively weak beer, with barely any roasted flavours, and also available in fruit-flavoured versions, with cherry or strawberry. And the latest “innovation” that I only came across last week, is “Porter Radlerin”, a dark Radler from Porter and lemonade. Ironically, this is actually something I can get behind, because we could certainly do with more Dunkler Radler.
A bottle of Porter Radlerin, “beer mixed drink with lemon flavour”, “first dark radler from out Porter”.
Today I can proudly announce that I just published my new book, Bavarian White Beer. Very much in the spirit of my previous book about Vienna Lager, my intention was to find out as much as possible about Bavarian White Beer, the beers people more commonly know as Bavarian Weissbier, Weizenbier or Hefeweizen, first from a historic perspective: how did the beer style get popular? How did it develop over time? What were the important locations and historic events during all of that? How did it survive to this day?
I then looked into the historic brewing literature to see what we can learn about the style there. This is also where the title for the book came from: I very quickly realised that even though the style’s history is also closely connected to the use of wheat malt in brewing, using wheat was far from obligatory, and plenty of examples of white beer using just barley malt were also brewed. This is why I don’t like using names involving only wheat when talking about the breadth of historic beers in that tradition.
And since my focus of previous books of mine has also been on brewing in general, I also took a look at the latest science and state-of-the-art technology and processes that are used to brew great Bavarian(-style) white beer in all its forms. This is of course complemented by a collection of homebrew recipes that cover the variety of historic and modern styles and variations: classic banana-forward Hefeweizen, oak-smoked wheat beer (a Bavarian-style wheat beer loosely inspired by early historic descriptions), historic Kelheim wheat beer from 100% wheat malt, Hefeweizen brewed on a Burton Union set (and what the Burton Union has to do with brewing wheat beer), modern hoppy wheat beer, and three homebrew versions of commercial beers: Skeleton Key & Goldfinger’s Bavarian Breeze, a beer that I was able to try at Goldfinger’s taproom in 2024, then the award-winning Live Oak Primus Weizenbock, and finally Sapwood Cellar’s Exaggerated Truth, a hazy IPA recipe that demonstrates how Bavarian wheat beer yeast can be used to add more complex fruity flavours to hoppy beers. Homebrewers can even learn how to malt their own wheat and make historically accurate air-dried wheat malt at home.
In terms of what’s covered, this is the most detailed brewing and history book solely dedicated to Bavarian white beer. You can buy it on Amazon as paperback or e-book. Visit waizenbier.de for more information. It has all the links to all the Amazon stores, and you can get an overview what to expect through the book’s table of contents.
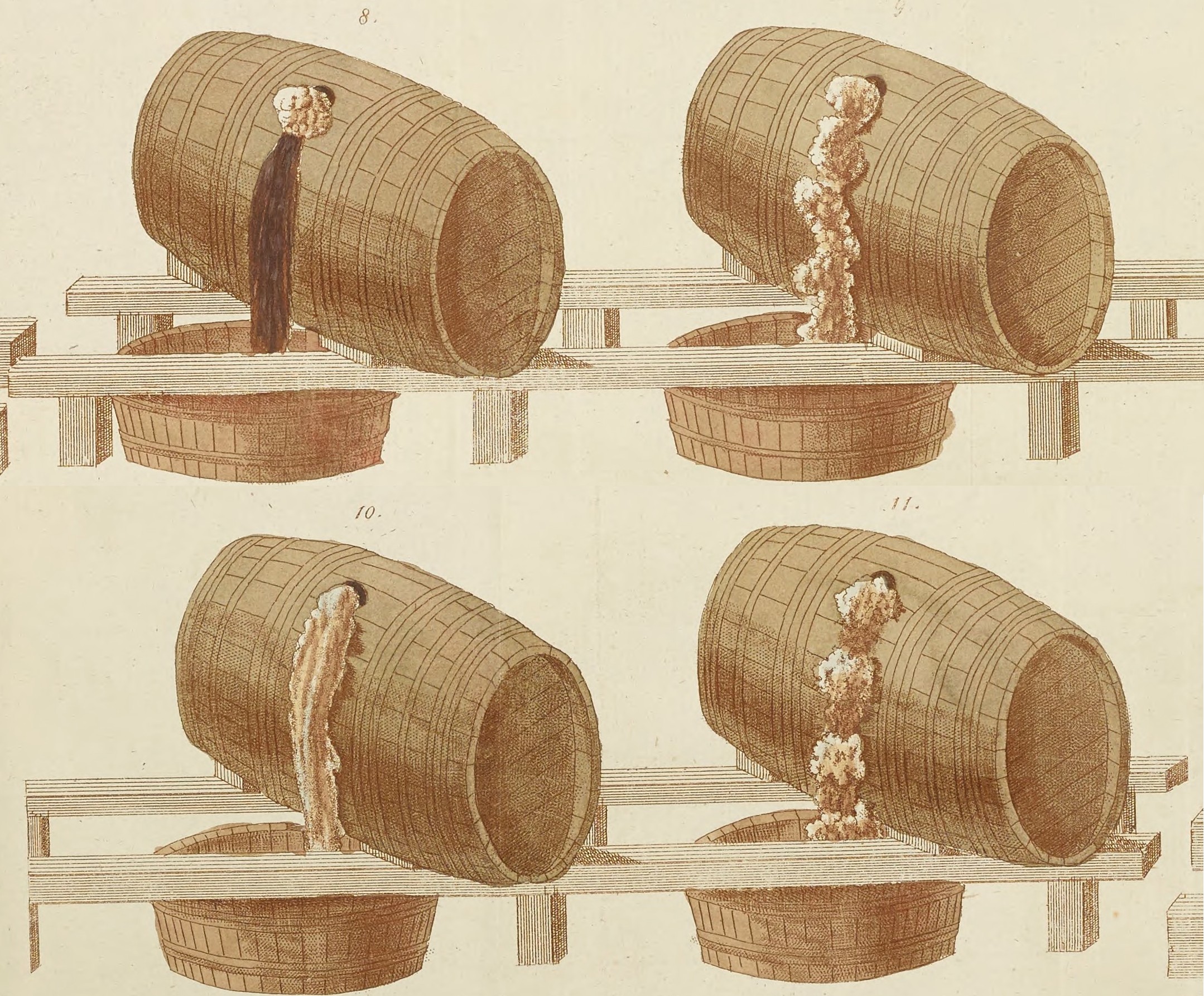
An 1827 illustration showing wooden casks expelling foam during fermentation, so-called Spundgärung, which was common for top-fermented beers at the time.
What inspired me to look into this whole topic was actually another beer writer getting in touch with me. In early 2023, Jonny Garrett approached me with very specific history questions about the Degenberger family for a book he was working on then, The Meaning of Beer. The Degenbergers were a noble family from Bavaria who were very closely involved in the early development of white beer, in particular in Lower Bavaria. I couldn’t answer some of the questions, so I had to visit a specialised library to see what existing literature there was about the Degenbergers and the beginning of the Bavarian white beer monopoly. And just that got me down a rabbit hole about a nowadays very popular beer style that had already been popular in Bavaria from the 16th to the late 18th century.
And while some literature about it was around, it was either about super specific aspects of this whole history or just more general brewing literature. I realised that no book just focusing on this style existed that explained both history and brewing science to the level of detail that I would have liked to have. So I sat down and wrote that book myself.
While the idea had been in my head since 2023, it took me until June 2025 to actually start the work on it, and in the roughly 12 months since then, I managed to write a book pretty much how I wanted it to be. I have not been able to answer every single question about the style that there is, but I was able to dispel quite a few myths and unearth surprising historic details along the way, and overall, it covers all its important history, from its early establishment as a beer style in the 15th and 16th century all the way to the 21st century.
While writing the book, I noticed an interesting 80:20 effect, or at least something like it: in the first 2.5 months of working on the book, I wrote roughly 60% of the final text, while for the remaining 40%, it took me another 8 months, most of which was researching a lot of tiny details and very particular aspects of the history and brewing science of Bavarian white beer. The remaining time was proof-reading, incorporating corrections from reviewers, and technical things like fixing the layout, finding and adding images, and just sorting out all the tiny details to get everything ready for self-publishing both as a printed paperback book and as an e-book.
At this point, I also have to say many thanks to the people who were willing to review my manuscript and give me valuable feedback on it: Brian Alberts, Dave Carpenter and Ben Palmer. Their feedback greatly helped me improve the bits and pieces that just weren’t quite there yet.
I’m also saying thanks to David Bailey, who created the colourful, happy-looking cover image of a beer hall full of people enjoying Bavarian wheat beer, snacks, and each other’s company. I’ve known David’s work mainly through Pellicle Magazine, and always loved his style, so I was very happy when he agreed to draw the book cover.
One thing that I rediscovered while writing this book was how much I actually liked Hefeweizen. The beer style as such was quite formative for me because it was the only truly different beer on offer back when I was 17, 18 years old, compared to all the Austrian Märzen (which is really just a slightly more bitter Helles). As part of my work on the book, I also reacquainted myself with the style, and drank all the ones I could find, no matter whether on draught or from bottles. I realised how good the beer style actually is, and how much complexity there can be to it, and it somewhat made me understand why the beer must have been popular when the alternative would have been darker, slightly smokey lager beers.
As part of sampling all this Bavarian wheat beer, I also ventured into territories I hadn’t explored much before, and also realised that Kristallweizen (basically a clear, filtrated version with slightly more bitterness) can be excellent, even when it’s probably one of the least fashionable beer styles around right now.
So yeah, I hope the book can also increase the interest in this quite unique beer style, get more people to homebrew Bavarian white beer, and learn something about the beer’s history along the way! So please buy my book (all the information is on waizenbier.de), and don’t hesitate to get in touch if you have any further questions about the topic.
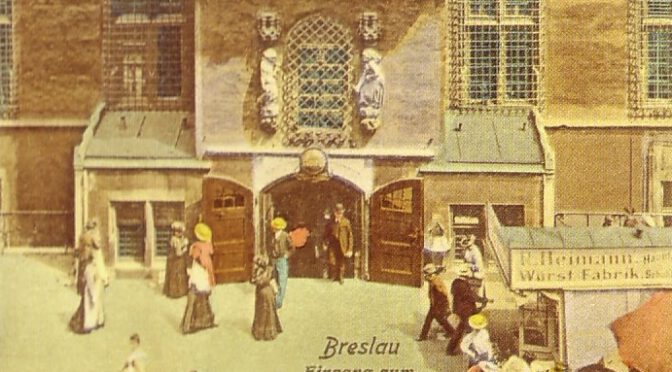
“Why waizenbier.de?”, you may wonder. Well, the story behind that is that I like vanity domains to promote books. What would be spelled “Weizenbier” in modern German actually wasn’t standardised until the German Orthographic Conference of 1901, and in particular the spelling “Waizenbier” was nearly as common between the 1760s and the late 19th century. The very first time G. Schneider & Sohn served their beer at Oktoberfest in 1895, they advertised their stall (it was likely more like a wooden hut) as “Waizenbierbude”, and that was very much my inspiration.
A historic stoneware mug with a tin lid (ca. 1900) from which white beer would have been drunk out of, and a wheat beer glass (ca. 1960) with Hofbräuhaus München Champagner Weizen branding.
Working for a Munich-based startup (though in my case, remotely from Berlin) comes with a few perks. One, travelling to Munich a few times a year for work, two, going to Oktoberfest with my work colleagues because that’s apparently what any respectable Munich company is meant to do.
2025 has been my third Oktoberfest in a row now, each year in a different tent serving a different beer brand, in particular Marstall Zelt (Spaten), Augustiner Festhalle (Augustiner) and Schützen-Festzelt (Löwenbräu). While I don’t have a comprehensive overview over all the beer brands, 3 different beers are still half of them.
A Maß of Spaten Oktoberfestbier at Marstall Festzelt, 2023
Last year, in the weeks before Oktoberfest, I actually attended a guided Oktoberfest beer tasting, where I was able to try out all six beers (Augustiner, Spaten, Löwenbräu, Paulaner, Hacker-Pschorr, Hofbräuhaus) side by side. In previous years, I did similar taste tests together with my wife Louise and my friend Ben. In these tastings, there were always stark differences, and they weren’t always identical. Two years ago for example, I thought Löwenbräu was fairly good, and ranked it third on my list, while last year, it tasted really bad and I ranked it last. So let’s just say, I have opinions.
Every time I went to Oktoberfest, I had certain expectations about the beer quality, not just connected to my personal prejudice (let’s face it, everyone is somewhat prejudiced about major beer brands) and brand perception, but also informed by previous tastings. But every time, these expectations were shattered.
Spaten at Marstall? Excellent. Cool, fresh, not underpoured, and tasting great.
Augustiner at Augustiner Festhalle? Exactly as I expected and knew it.
Most recently, Löwenbräu at Schützen-Festzelt? Whoa. Fresh, dry, crisp, entirely unlike what I had experienced in previous years.
A partially drunk Maß of beer at the Augustiner-Festzelt, 2024
When I came home after Oktoberfest, I actually went back into our beer fridge and tried a can of Löwenbräu Oktoberfestbier. And… it was not the same. It was solid, but nowhere near as good as just a few days before. And it tasted quite different from the Paulaner Oktoberfestbier (also from can) that I had afterwards, and also quite different from the bottled Oktoberfestbier I had had just a few days before.
But thinking back about all the Oktoberfestbier at Oktoberfest over the years, I don’t think I have would been able to distinguish them at all, unlike the ones at the beer tastings. The difference being of course that in all the taste tests, the beers under test were always from bottle or can, while at Oktoberfest, it’s always poured from tap, either as tank beer (for most brands) or from large 200 litre wooden casks (Augustiner only), the taps barely ever close, and the beer is properly cold (which probably doesn’t exactly help with tasting finer details in the beer).
So does the difference in beer at Oktoberfest even matter? To me, it doesn’t seem to, because I honestly don’t think I could taste the difference between Spaten, Löwenbräu and Augustiner. Is the preference of draught Oktoberfest beer at the festival itself just brand loyalty, and has nothing to do with the actual taste? To me, it seems like that at the moment, and it’s not just because people (including me) just get hammered and then nothing else matters. In fact, I never actually got drunk at any of my Oktoberfest visits because I like to pace myself by also drinking Radler and/or alcohol-free beer.
A Maß of Löwenbräu Oktoberfestbier at Schützen-Festzelt, 2025
And the latter is what actually matters in brand differentiation: at Marstall in 2023, they only had Radler as low-alcohol beery option, at Augustiner last year, they had their then new alcohol-free Helles on draught (which is otherwise only available in bottles, even in Augustiner restaurants and beer halls in Munich, so they must have been really sure about shifting a lot without developing microbiological issues in the draught system) which was excellent, and this year, the Schützen-Festzelt only had Löwenbräu’s alcohol-free beer which was a sugary, worty mess that I couldn’t even finish.
So at least for me, while the Oktoberfestbier brand doesn’t seem to matter, it does matter if you want to drink something other than the regular Festbier and explore some of the other options, like the non-alcoholic beers for pacing purposes.
I like going to the library, in particular the GGB library at the VLB in Berlin. Less than 15 minutes on the bus, a few minutes of walking, and I’m there. Earlier this week, I spent two days researching for my new book. When you go through a lot of historic material, there’s inevitably some bycatch, random articles in journals or paragraphs or sections of books that you didn’t intend to look up, but stumbled upon, that turn out to be super interesting.
One of these articles is one about top-fermented beers in West Germany in 1980, written by Dr. Karl-Ullrich Heyse and published in Brauwelt (issue 45, 6 Nov 1980), a Germany-based journal for the brewing industry. At the time, 14.3% of the total beer production in the Federal Republic was top-fermented beer, partially driven by Bavarian wheat beer which had a 12.1% share in the Bavarian production output, while other top-fermented styles, in particular Altbier, Kölsch and Malzbier (a barely-fermented malt-based beverage that is very sweet) were quite dominant in North Rhine-Westphalia.
The descriptions of Altbier and Kölschbier (sic!) are particularly interesting because they are essentially a style guideline (before there were any comprehensive style guidelines) and a short guide how to brew both styles.
Altbier was described with an original gravity of 11.2-12%, a colour between 25 and 38 EBC, a pH of 4.15 and 4.4 and a bitterness of 28 to 40 “EBC units” (which I assume are equivalent to IBU). The grist was described as “arbitrary”, while a common suggestion of grist composition was also provided: 70% Vienna malt, 20% Munich malt, and 10% wheat malt for rounding off the flavour. An optional 1% or less of roasted malt (from barley or wheat) could also be used for colour correction. The common mashing methods were ranging from infusion mashing to double decoction mashing. Hops were given in 3 to 5 additions, usually high-quality aroma hops.
Fermentation and maturation are described in greater detail: top-fermenting yeast is pitched at a rate of 0.5 l/hl wort and a temperature of 12°C. The maximum fermentation temperature should be 16°C. When fermented in tanks, fermentation is done under pressure of 0.5 to 0.8 bar. Under these conditions, the yeast can be pitched at 18-20°C and that temperature can be held until fermentation is finished. After chilling the green beer to 14-16°C, some of the yeast is taken off. Reduction of diacetyl should take 2 to 4 days. Only then the beer is cooled down to 0°C. Under more conventional conditions, maturation can also happen at cellar temperatures of 4-5°C. The maturation phase takes about 1 to 2 weeks. If Kräusen (freshly fermenting beer) with bottom-fermenting yeast are available, they can be used for improving secondary fermentation (this is actually permitted under specific circumstances in German beer law).
The characteristics of Kölsch (which the article calls Kölschbier) are a bit different: an OG of 11.2 to 11.8%, a colour of 7.5 to 14 EBC, a pH of 4.15 to 4.4, and a bitterness of 16 to 34 EBC units. The article states that most breweries use 100% Vienna malt (an unusual choice from today’s perspective), while some use up to 20% wheat malt to improve the body and round off the flavour of the beer. As typical mashing methods, infusion mashing and single decoction mashing are named.
Fermentation could be either done in a tank like with the Altbier, or in open fermentation at temperatures of 14 to 18°C, which should take 3 to 4 days, followed by chilling it down to 8 to 10°C and then moving it to maturation tanks. Cold maturation times and temperatures vary, where some breweries mature for 40 to 60 days at 4 to 5°C, while others with cellar temperatures of 0-1°C reduce that time to 14 to 40 days.
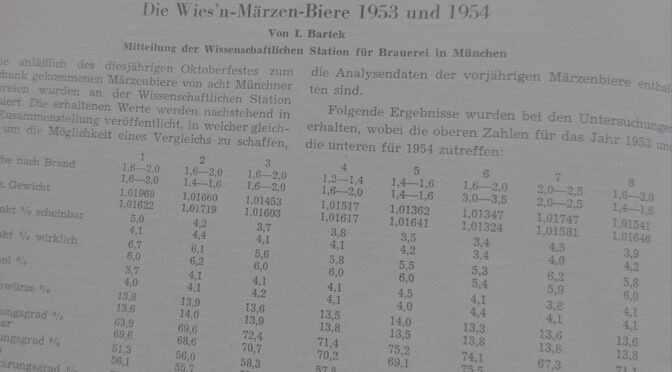
Earlier this week, I did a bit of research in the VLB/GGB library, and by chance came across analyses of Oktoberfest-Märzen in the 1950s, in particular the beers served at Oktoberfest in 1953, 1954 and 1956.
I. Bartek of Wissenschaftliche Station in Munich conducted these analyses and published them in Brauwelt. They analysed 8 different Märzen beers from the Oktoberfest for colour, specific gravity, alcohol content and unfermented sugars, and derived residual extract, attenuation and potential terminal gravity from it. None of the actual breweries are revealed, they are only numbers 1 to 8. When you look at the raw data, the numbers 1-8 of 1953 and 1954 match up (i.e. it’s the same brewery), but it’s not clear whether the same order was kept up for 1956. Interestingly, the 1954 article says that the beers were from 8 Munich breweries. I was wondering which breweries these were, and could only come up with 7 (Augustiner, Paulaner-Thomasbräu, Hacker, Hofbräuhaus, Pschorr, Löwenbräu, Spaten-Franziskaner-Leistbräu). A report about 1954 Oktoberfest only talks about 7 large tents of the big breweries without naming any specific ones. Did one of them serve more than one beers? Augustiner maybe? Their Wiesn-Edelstoff, the archetypal pale Festbier as we know it nowadays, was only released in 1953, but it’s not clear whether Augustiner continued selling the old-school Märzen beside it. I don’t know.
When looking at the data, a few things stand out: in 1953, two of the beers had an OG of only 13.3 resp 13.5%. While technically a Märzen, it would nowadays not be allowed as Oktoberfestbier, as those need to have an OG between 13.6 and 14.0%. The attenuation was lower than what we’re used to, and this also shows in the alcohol content, which is between 4.6% ABV (converted from ABW) and 5.6%.
In particular beer #1 combines a fairly high OG (13.8%) with a relatively poor apparent attenuation of 63.9% and lots of unfermented but fermentable sugars. That beer was probably very sweet.
Similarly, 1954’s beer #5 has an even higher amount of unfermented sugars with an OG of 13.5% and 5% ABV. Probably also rather sweet. There is also another outlier in the same year, beer #6, with over 75% apparent attenuation. With 5.5% ABV, it was probably still quite malty, but otherwise quite highly attenuated and thus not nearly as sweet-tasting as any of the others.
The same beer was also by far the darkest, with a colour (according to the Brand scale) of 3.0 to 3.5. As a very rough approximation, this would be similar to about 50 to 58 EBC, while most other beers are recorded as 1.2-1.4 °Brand (=20-23 EBC), 1.4-1.6 °Brand (23-27 EBC), 1.6-2.0 °Brand (23-33 EBC) or 2.0-2.5 °Brand (33-42 EBC). Compare this with the BJCP guideline for Märzen, which sets the colour at 8-17 SRM (15.8-33.5 EBC), or the Brewers Association’s style guidelines at 8 to 30 EBC.
By 1956, the beers seem to have changed a bit: the OG is now generally at 13.6% or over (all but one are actually in the 13.8-14.0% range), while attenuation is higher: just one beer with 69% apparent attenuation, the rest all 70+%, one even at 78.8%. This also shows in the alcohol content: one beer (the poorly attenuated one) has 5.0% ABV, while the others are all between 5.4 and 5.8% ABV.
For 1956, we also got measurements of pH and carbonation. All but two beers actually had a pH over 4.5, which means microbiologically less stability than the recommended pH of less than 4.5. This is not ideal, but for a beer festival with a large throughput, it was probably not that big of an issue.
The carbonation of the Oktoberfest-Märzen beers is also interesting, between 3.5 g/l and 4 g/l. Compared to modern lager beers, this is pretty low, and closer to the expected carbonation of cask ale or rustic “ungespundet” (unbunged) lager beers in Franconia.
Finally, one observation: as late as 1954, you could drink Oktoberfest-Märzen in Munich which, at least when looking at original gravity and final gravity, and thus alcohol content, was very similar to the Märzen that was served in Vienna in 1876. Only the colour was darker. In that sense, these old-school Oktoberfest beers seem like the remnants of 19th century lager brewing, a proper look into the past. And by 1956, they seem to have been slightly cleaned up to reduce some of the sweetness and further increase the alcohol content.
If you’re interested in all the details, here’s the raw data for 1953 (Brauwelt No. 84, 19 Oct 1954, p.1266):
1
2
3
4
5
6
7
8
Colour (Brand)
1.6-2.0
1.6-2.0
1.6-2.0
1.2-1.4
1.4-1.6
1.6-2.0
2.0-2.5
1.6-2.0
SG
1.01968
1.01660
1.01453
1.01517
1.01362
1.01347
1.01747
1.01541
Apparnet extract [%]
5.0
4.2
3.7
3.8
3.5
3.4
4.5
3.9
Real extract [%]
6.7
6.1
5.6
5.8
5.5
5.3
6.2
5.8
Alcohol by weight [%]
3.7
4.1
4.1
4.1
4.5
4.1
3.8
4.1
OG [%]
13.8
13.9
13.6
13.5
14.0
13.3
13.6
13.6
Apparent attenuation [%]
63.9
69.6
72.4
71.4
75.2
74.1
67.3
71.1
Real attenuation [%]
51.3
56.0
58.3
57.5
60.7
59.6
54.2
57.3
Final apparent attenuation [%]
70.7
73.5
75.0
75.0
82.6
75.9
80.8
74.2
Still fermentable extract [%]
6.8
3.9
2.6
3.6
7.4
1.8
13.5
3.1
Raw data for 1954 (Brauwelt, 19 Oct 1954, p.1266):
One question I’m often being asked is whether Vienna Lager from 100% Vienna malt is actually correct because when you look at beer style guidelines (most, often, the BJCP style guidelines), the minimum colour is often darker than what you’d get from just using Vienna malt.
This seems to have caused insecurities even among seasoned brewers who are otherwise well-informed about historic styles, as they sometimes get confronted by know-it-alls in their brewery taprooms.
One thing I always need to point out and remind people of is that style guidelines are primarily for competitions. They are neither prescriptive (there’s no beer police that will arrest you for brewing something out of style!) nor exhaustively descriptive. They define a subset to set the limits specifically for brewing competitions. You can brew whatever you want, even if it doesn’t match any specific style. That’s how new beer styles get created!
One criticism of mine in the context of Vienna Lager is that style guidelines (in particular BJCP) aren’t exhaustive enough to include historic Vienna Lager. That means that a historically accurate Vienna Lager probably wouldn’t fare well in a beer competition, most likely because it’s paler than what the style guidelines say.
But there’s hope on the horizon: when the Brewers Association (BA) released their 2024 style guidelines, I of course had to look at what they say about Vienna Lager. To my surprise, the minimum colour in the BA guidelines was 12 EBC, which is roughly what you get from 100% Vienna malt at 12-13°P OG. Finally somebody got it right.
I then noticed that this wasn’t even a recent change, so I looked at all the important specs (min/max OG, min/max FG, min/max ABV, min/max bitterness, min/max colour) from 2014 until 2024.
The change in minimum colour already happened in 2022 when it was set as 12 EBC, down from 20 EBC the year before. Before 2017, it was even as high as 24 EBC.
In terms of bitterness, this has always been the same (22-28 IBU), same for ABV (4.8-5.4%) and OG (11.4-13.8°P). Only in 2024, the FG range somewhat changed: before that, it was 3.1-4.6°P, but since the 2024 version, this has been somewhat narrowed to 3.1-3.9°P.
A historic Vienna Lager, like it was likely brewed in the 1870s, with its 4.6% ABV, 13.25°P OG, 4.25°P FG and 12 EBC colour would fall just slightly outside of these style guidelines, but probably be close enough so that this wouldn’t be noticed during a blind taste test.
It most definitely is a major improvement compared to what the BA style guidelines used to be 10 years ago, or even compared to the most recent BJCP style guidelines.
So if you’re a brewer and you face the problem that your Vienna Lager from 100% Vienna malt and otherwise inspired or informed by historic Vienna Lager brewing is claimed to be “out of style” outside of a competition, just point people to the latest Brewers Association style guidelines.
Johannes Olberg’s book “Moderne Braumethoden” from 1927 contains a multitude of recipes for more than 50 different beer styles. One of them is Kölsch, briefly discussed as the “national drink” of Cologne, and characterised as golden, thirst-quenching, “not too heavy but digestible” beer. The recipe is particularly interesting because it’s the only well-documented Kölsch recipe I’m aware of from before the end of World War 2.
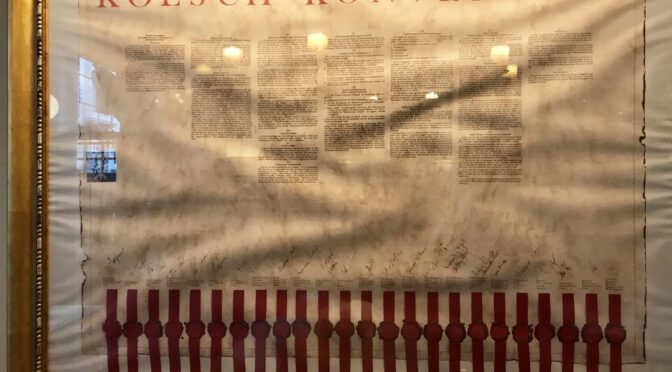
A lot has changed since then, and the Kölsch of 2024 is of course very different from Kölsch about 100 years earlier. Even the modern standards of what Kölsch is supposed to be, the “Kölsch-Konvention”, was only developed from 1981 onwards, Germany’s Federal Cartel Office signed off on in it 1985, and it was finally signed by 24 Kölsch breweries in 1986.
Olberg’s recipe doesn’t mention a specific malt to use, but judging from the colour description, we can assume that a pale malt like Pilsner malt was used.
A number of mashing methods were used, like Kesselmaische, or boiling one or two thick decoctions, but the following process was described more in detail:
The crushed malt is mashed in with brewing water to get to a temperature of 35°C, then rested for 30 minutes. After that time, the mash is slowly heated up to 50°C over the course of an hour (that’s 0.25°C per minute), and then to 70°C over the course of another hour (0.33°C per minute). It shall then rest at this temperature until the mash is fully converted. The author suggests that this would take 30 to 40 minutes and that an iodine test should be used to ensure full saccharification.
After that, the temperature shall be increased to the mash-out temperature of 76°C, either by heating up the mash, or by moving one third of the mash into the lauter tun and boiling two thirds of the mash in the kettle, then mixing it back into the mash to increase the temperature to 76°C (the two thirds doesn’t sound right, I’d reverse the ratios).
When the mash is in the lauter tun, lautering begins. About 6 to 8% of the total amount of hops are reserved for later, and of the remaining hops, a third is added to the first runnings. The wort boils for a total of 120 minutes.
Another third of the hops is added after an hour of boiling, and the last third is added 40 minutes before knock-out. The 6 to 8% of hops reserved earlier are added to the wort shortly before knock-out. The hopping rate is about 30.9g of hops per kg of malt that is mashed in.
The resulting wort should have an original gravity of 11 to 12°P.
The wort is then chilled to 10°C and the Kölsch yeast is pitched. Fermentation should last about 5 days. After fermentation is finished, it is then pumped over into maturation casks which are only loosely bunged. After 5 to 6 weeks the beer can get filtered and sent out to customers.
The maturation casks are also prepared before the young beer is pumped in: hops (at a rate of about 0.9 g/l) are put in 75°C hot water for about 30 minutes, then the steeping water and the hops are added to the casks.
Using all this information, I came up with the following recipe to brew about 20 liters of this historic Kölsch:
4.9kg Pilsner malt
150g hops, ideally a traditional low-alpha-acid German variety with a fine aroma, the finer the better. For my recipe, I assumed Hersbrucker with 3% alpha acid, but Spalter, Hallertauer mittelfrüh or Tettnanger would be equally suitable.
German Kölsch yeast, e.g. WLP029
Mash in with 14 liters of water, then proceed with mashing and lautering as described above. The hop additions are:
46g hops in first runnings
46g hops 60 minutes before end of boil
46g hops 40-x minutes before end of boil
After the end of the boil, whirlpool, then knock-out. Take the time between end of boil and knock-out into consideration for the last hop addition (it’s basically the x in the last hop addition). Shortly before knock-out, add 12g of hops to the wort.
Chill the wort to 10°C, then pitch the Kölsch yeast. Wait until fermentation is finished, then add 18g hops to a small amount of water and keep it at a temperature of 75°C for 30 minutes. Depending on whether you move the young beer into a separate vessel for maturation or not, either add the hops-water mixture into the maturation vessel before you pump in the beer, or simply add it to the fermenters. Mature the beer for 5 to 6 weeks, then carbonate, filter (if you have the facilities, most homebrewers don’t) and package it.
The resulting beer should have about 12°P. If you’re using hops with 3% alpha acid, the final beer should have about 44 IBU (calculated).
In terms of bitterness, this is a very different beer from modern Kölsch. And not only is it quite bitter, it is also kind of dry-hopped. The difference is that the hops were briefly treated with hot water at 75°C, which should denature the natural amylase enzymes in the hops which could cause hop creep, but is still not quite hot enough to cause the alpha acid to be isomerised and introduce even more bitterness in the beer.
So, if you want to rebrew a hundred year old historic Kölsch, this recipe is a good place to start.
Okay, this is slightly random. Dortmunder Adambier is a beer style I never really looked into, and when I wrote my book Historic German and Austrian Beers for the Home Brewer, I didn’t really come across anything useful that resembled a recipe.
Earlier this week, I was contacted by homebrewer Jesper Hjortshøj who asked me whether I had any more information about how to brew this beer style. I admitted that I didn’t know anything, but it got me started to look into it how much I could find out. And quite quickly, I actually came across a description that was sufficient enough to derive a recipe from it.
Dortmunder Adambier, apparently often also just called “Adam”, was a very strong dark wheat beer, often aged for years, and thus very clear, with a dark-red-brown colour. The malt made to brew it was kilned to only a pale colour, and no additional dark malts were used, so any colour of the beer came from “browned proteins”, as the article says it, basically from the long, intense boil the wort undergoes.
When Adambier was poured, it poured like oil, but without any foam, and had a sweet taste and vinous taste to it. It was brewed from either wheat or barley or a mix of both, but Adambier brewed from wheat was more full-bodied and tartaric, and thus preferred.
A very basic chemical analysis indicates that it was a very strong beer with 8.54% alcohol by weight (or 10.73% alcohol by volume), 21% residual extract by weight, 16.7°P apparent extract as measured on the saccharometer, and an attenuation of just 52.1%.
We also get more hints about the strength: one example that was analysed had an original gravity of 34.9°P. But there’s another hint: it says that in order to brew 20 Ohm (a local pre-metric volume measurement, I assumed the Brunswick Ohm of 144.8 liters) of Adambier, the same amount of malt is needed as for brewing 50 Ohm Bavarian beer. Assuming an OG of 12 to 13°P for Bavarian beer at the time, that means that Adambier brewed that way would have roughly have an OG of 30 to 32.5°P. Slightly lower than the analysed beer, but still roughly a similar strength.
We also learn about the hopping: for every Ohm of beer, 1 Pfund (500g) of “fine Bavarian” hops were used (later in the text, it even talks about 2 Pfund per Ohm). That converts to 3.45 g/l of hops, or if you use double the amount of hops, 6.9 g/l.
In 1869, the brewing this beer style was apparently already partially modernised, and it is implied that Bavarian triple decoction mashing was employed. But the old way of mashing it is already described, and it is wonky: the grist was doughed in in a kettle (the amount of liquor or the temperature of it isn’t documented), then left to rest, until it was brought to a boil. It takes 5 hours to bring the whole mash to a boil, during which probably the mash fully converted.
After the boil, the mash was moved to the mash tun, left to rest for 2 hours, and then wort was drawn off. At the same time, water was heated up for a second mash to draw off even more wort. Both worts were added to the kettle, hops were added, and the wort was boiled vigorously enough to effect good evaporation up to the desired strength.
The wort was then chilled to 10°C, and yeast was added at a pitch rate of 345 ml of yeast slurry per hectoliter. Primary fermentation took about 4 to 5 weeks. It was then filled into 10 Ohm casks, and the bunghole was kept open until the beer stopped ejecting yeast. It was then loosely bunged and aged for 2.5 to 3 years.
If I was to brew such a beer at home, I would approach it like this: since this requires producing such a strong wort, I would only brew half the amount of what I’d brew normally, let’s say 10 liters. I’d dough in my ingredients, Pilsner malt and pale wheat malt (the text says that pale malt was used, after all) with the same amount of liquor that I’d normally use for a 20 liter brew.
To make life slightly easier, I would probably just do a single-step infusion mash at 68°C or similar, or at most go for a double decoction, because I think most of the character of the beer will come from the long boil anyway, lauter, and then just go for a very long boil with 69 g of Hallertauer hops added to the first wort until I got the volume down to about 10 liters or the desired OG of somewhere between 30 and 35°P.
I would then chill down the wort, pitch whatever top-fermenting yeast I have on hand, and then just let it go. For sour beers, I have a dedicated fermenter that is contaminated, so any wort going into it probably gets infected with lacto and/or brett. Jesper said that when he brews his Adambier, he intends to pitch the dregs of a Schneeeule Berliner Weisse for just a small amount of lacto and brett, which is actually similar to my approach for the Old Ale that has been maturing for almost a year, where I simply pitched the dregs of two Gueuze bottles for secondary fermentation.
I hope that should give everyone who wants to brew a historically fairly accurate Adambier a good idea how to approach it and how to formulate a recipe for it. And thanks to Jesper for making me look more closely into the beer style!