This is my contribution to The Session 129, aka Beer Blogging Friday.
As someone who lives in Berlin, I would call myself rather privileged when it comes to beer diversity: there is a vibrant craft beer scene, including a number of microbreweries, places dedicated to specifically German or Belgian beer culture, and generally a great availability of everything. Except for one thing: cask ale.
One of my great pleasures in beer is cask ale, that is fresh beer, usually top-fermented and of a British style, conditioned with live yeast in small casks, and served directly from it or via a beer engine. When done right, this is probably the best beer you can have, and you can have more than one of it. Now, if I said that there was no cask ale in Berlin, I’d be lying, because there is in fact one pub called Loch Ness, a pub run by two Germans who are rather… enthusiastic about Scotland, including the beer culture, and so cask ale is usually available which they import themselves once every few weeks. Once a year, they even do a Real Ale Festival. The only problem is: it’s rather far away. From where I live, it is surprisingly hard to reach, we’re easily talking about an hour. Ironically, Försters Feine Biere is only about 30 minutes away by foot, but for me to get there, it takes me about 30 minutes as well, so it works out the same in the end. This difference is owed to the layout of public transport in Berlin: while Försters is close to an U-Bahn line which runs close to mine, Loch Ness is close to an S-Bahn line which is rather out of the way and would require me to travel to Brandenburg gate.
But then, that’s not even the point. I don’t want one pub that serves cask ale, I want several. I don’t want outrageous beers in them, but rather easy-drinkable beers that are just well done, think of beers like Landlord, Harvey’s Best, London Pride, Old Peculier, or for when I want a hoppier beer, something like Jaipur. I’m not saying I want exactly these beers (I certainly wouldn’t mind them, though), but rather something like it, possibly and preferably even locally brewed.
My other interest in beer, besides drinking it, is the history of beer. One truly local beer style that I miss in Berlin is Berliner Braunbier. You’ve probably never even heard of it. Berliner Braunbier is the other local top-fermented beer style in Berlin besides Berliner Weisse. Unlike Weisse, the Braunbier was a proper brown beer, made from a very dark kilned malt, and was not sour (or if sour, only very little). But just like Berliner Weisse, it was put in casks while it was still fermenting and sent to the local pubs and inns, where it finished fermenting. Also like Berliner Weisse, it was diluted before it was served or bottled.
Berliner Braunbier existed in two variations: one was a rather sweet version, barely hopped, while the other was strongly hopped, a so-called Bitterbier. Already in the 19th century, some beer writers argue that Berliner Braunbier are actually two distinct types of beer because of the vast differences in the different Braunbiere that were served in Berlin.
The Braunbier itself was brewed from a high-dried malt, some sources even claim it was four-row barley malt. Because of relatively simple smoke kilns at that time, the malt was smokey, but the malt was left to mature for several months in order to lose some of that smokiness. The resulting beer was described as very dark, and hopped differently, at rates ranging from 1.4 g/l to 11 g/l. Again, already in the 19th century, some literature notes that for efficiency and flavour reasons, roasted malt together with a paler malt could be used instead of producing a dark malt. Does that ring a bell? It sounds similar to English Porter used to be brewed: first it was formulated as 100% diastatic brown malt, and only later the amount of brown malt was reduced in favour of pale malt and black malt.
In some ways, that makes Berliner Braunbier a kind of local convergent evolution that shares several similarities to Porter, but is historically unrelated to it. How can we be sure that it is unrelated? Because Germans knew and liked Porter, and when German brewers produced something like a Porter, they would call it a Porter, even going so far as making their own German Porter beer style (which is a whole topic on its own).
Funny side story: in February or March this year, I attended a talk by Joe Stange about German and American brewing and the mutual influences, hosted at Vagabund Brauerei. In a discussion, one of the brewery owners noted that Berlin’s water is relatively hard and quite suitable for brewing dark beers, so he wondered why there’s no local dark beer style. Haha, there actually was! It’s just been completely forgotten about, and like many top-fermented beer styles that were popular in Northern Germany, died out when pale Lager beers became popular and revolutionized the beer market.
If you want to brew Berliner Braunbier yourself, here are some rough specs. You will find a number of historic recipes in my upcoming e-book about homebrewing historic beers which I will hopefully be able to release soon. So anyways, here’s roughly what the beer looked like:
OG 15-16 °P (1.061-1.065)
96-97 % dark malt (e.g. Munich malt)
3-4 % black malt
Any German noble hop variety, with a hopping rate of e.g. 1.4 g/l, 4.4 g/l or 11 g/l.
Dough in malt with hot water into a very thick mash at 61 °C, then rest for 30 minutes. Add boiling water while stirring to raise temperature to 76 °C, then rest 120 minutes. When lautering, add another 9 liters of boiling water. Boil for 90 minutes, add all hops at the beginning of the boil. Ferment with a top-fermenting yeast strain at 23 °C.
In a discussion I recently about decoction, the topic of under-modified malt came up. Decoction mashing is typically associated with under-modified malt, as it helps break up the not yet fully dissolved endosperm of the malt with the help of boiling parts of the mash, while at the same time, the enzymes themselves have been dissolved in the thin mash.
Maybe let’s step back a bit, and talk about malt modification. To produce malt, grains are germinated by soaking them in water and giving them time to sprout. What happens is that the grain starts growing, all kinds of enzymes are produced, and the internal structures of the hard barley grain are modified to make it softer. Protein within that grain becomes soluble, and eventually, the grain starts to grow to become a new plant. Of course, that’s not what we what, the brewer wants to have the starch and the enzymes, so these are locked in by drying the so-called green malt. In order to determine how far this modification has progressed, the ratio of soluble proteins compared to the total amount of proteins is measured. You will find this in brewing literature als SNR (soluble nitrogen ratio) or Kolbach index, and it’s a percentage. A Kolbach index of less than 35 is considered to be poorly modified or undermodified malt, 35 to about 40 is considered well-modified, 41 to 45 is very well-modified, and over 45 is considered to be over-modified.
While decoction mashing is a remedy to deal with under-modified malt, some homebrewers even turn this around and say that under-modified malt would even be necessary for a decoction mash. In my opinion, using under-modified malt is not a necessity, and a decoction mash works equally well with well-modified malt, it just is not strictly necessary. If you want to do a decoction mash, use whatever malt you prefer, and don’t worry about it.
Now, if I as a homebrewer wanted to use an under-modified malt, which one would I buy? You sometimes read rumours that the Weyermann floor-malted Bohemian malt is poorly modified, but there’s not really much substantial information around. So I went out and tried to get some more detailed specifications on the base malts of two well-known German maltings, Weyermann and Bestmalz to see whether there’s any poorly modified base malt in their portfolio.
When I went through Weyermann’s specs to get the Kolbach index, I was actually genuinely surprised: all of their base malts are well-modified, some of them even specified to be potentially over-modified. These are the ones I had a look at:
Barke Pilsner malt: 36-41.5
Barke Vienna malt: 37-44.5
Barke Munich malt: 38-45
Pilsner malt: 36-42.5
Vienna malt: 37-45.5
Munich malt type 1: 37-46
Munich malt type 2: 38-47
Pale Ale malt: 37-43
Bohemian Pilsner malt: 38-42
Every single malt was well-modified. What about Bestmalz? Same thing, really:
Heidelberg malt: 36-43
Pilsner malt: 36-45
Vienna malt: 37-45
Munich malt: 36-47
Munich (dark) malt: up to 47
Pale Ale malt: 36-45
What’s noticeable is that with both maltings, the darker kilned malts (Vienna malt, Munich malt) have a tendency to be specified to be more modified than the less kilned, paler malts like Pilsner and Pale Ale malt.
So, if I really wanted to brew with a properly under-modified malt, what options do I have? Not many. There is one product though that falls well into the under-modified range: chit malt, or as it’s called in German, Spitzmalz.
Chit malt is produced by kilning green malt that has barely sprouted. There is only a tiny tip poking out from the malt, indicating that modification has not gone very far yet. Because of this, chit malt is Germany’s loop hole around the prohibition of using unmalted grains according to modern beer legislation: because it’s technically malt, it can be used, but still has many of the properties of unmalted grains. Sometimes, you will also read about the use of chit malt being recommended to compensate for over-modified malts.
And that’s how you can approximate an under-modified malt for which you need to use a decoction mash: by mixing well-modified (but not over-modified) with a relatively large portion of just chit malt. Some sources on the internet say that you can theoretically use up to 40% of chit malt, and will be able to produce a reasonably good quality wort by employing a decoction mash. Papers on the TU Munich website suggest that even a 100% chit malt mash is possible.
Specification about chit malts are a bit sparse, especially when it comes to the Kolbach index. Bestmalz describes theirs as “up to 34”, but the lower threshold is not mentioned at all, so it can be extremely under-modified at worst. Weyermann stopped producing chit malt a few years ago due to lack of demand, and recommends CaraPils as an alternative if your intention to use chit malt was a better foam stability.
Given this information, I would say the best bet for homebrewers is to mix normal base malts with chit malt in amounts of 10 to 40%. Personally, I am not super keen on actually trying it, but if you insists on doing a decoction mash using under-modified malt, go for chit malt.
As a followup to my last article on Beer Blogging Friday, “Beer at the Oktoberfest 120 years ago“, I looked more closely into which beers were advertised as being served at the Oktoberfest. This of course is not a comprehensive list of all beers that were served, but merely those that were advertised. Also, the list is not complete, but covers the years 1882, 1893-1900, 1903, 1905, 1910, 1926, 1929, 1932, 1935 and 1936.
Starting in 1882, the beers advertised then were Löwenaktien-Braubier, aka Löwenbräu (without being more specific about the style), a Doppel-Bier from Bürgerliche Brauerei Munich, and the Märzen-Export-Bier from the brewery “zum Franziskaner und Leist”, later better known als Franziskaner-Leist-Bräu, besides Spaten one of the breweries owned by the Sedlmayrs, and allegedly the first brewery to brew a 16°P Vienna-style Märzen especially for Oktoberfest in 1872. The Märzen-Export was also served in a beer tent that is still around nowadays: Schottenhamel.
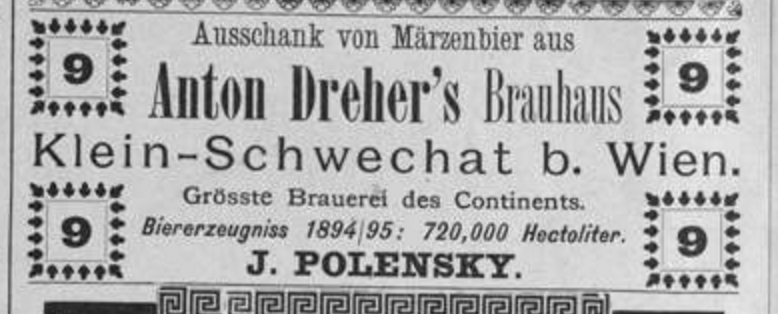
In the 1890’s, the number of breweries advertising their beer and the tents and stalls at which they’re served increases, and even breweries from outside Munich serve their beer, like Anton Dreher‘s Kleinschwechater Brauerei, or Bürgerliches Bräuhaus Budweis. Most breweries served Märzenbier, like Pschorr, Bergbräu (a relatively short-lived 19th century brewery located in Giesing), Kochelbräu, Thomasbräu, Münchner Kindl, Hacker, Franziskaner-Leistbräu, Bürger-Bräu, Eberlbräu, and Löwenbräu. Some breweries, like Thomasbräu or Bürgerbräu, also served more than one beer, like Thomasbräu-Pilsner and Bürgerbräu Doppel-Bier.
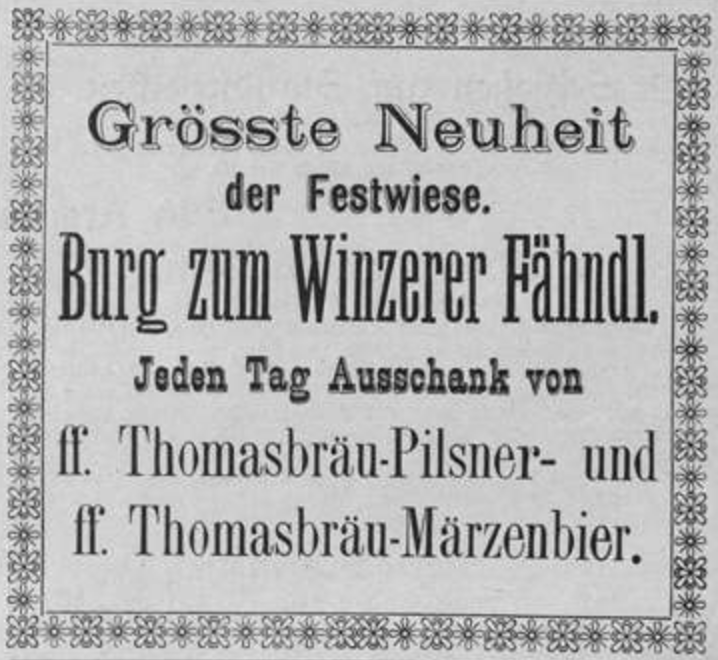
Also, fancier large beer tents were established. Besides the well-known Schottenhamel, others like Wintzerer Fähndl.
In the early 20th century, the breweries advertising their Oktoberfest is consolidating towards Munich breweries. Augustiner for the first time is advertising their Märzenbier in 1903. In 1905, 6 Munich breweries can be found in ads, offering a total of 9 different beers. In 1910, it’s 10 breweries with 13 different beers. Some breweries sold a Märzen and a pale lager (like Thomasbräu), others, like Wagnerbräu, had a Märzen and their Auer-Kirta-Bier, which is mentioned as being a dark lager, and, as the name suggests, was brewed for the Kirta in Au, a south-eastern district of Munich.
In the 1920’s, this diversity seems to have disappeared, as 8 different breweries advertise one beer each in 1926, mostly Märzen, with only two exceptions: Thomasbräu Hell-Urtyp and Schramm’s Fest-Weizenbier. Fischer-Vroni, another well-known beer tent, makes its first appearance in advertising, serving Augustiner Märzen. In 1929, Wagnerbräu is again seen with their Märzen and the Auer-Kirta-Bier, Schneider & Sohn have a Wiesen-Edel-Weiße, and Augustiner for the first time advertises their Edelstoff hell.
In the 1930’s, beer diversity, at least in advertising, seems to go up again: Wagnerbräu offers 4 (!!) different beers in 1932: Oktoberfest-Märzen, Auer-Kirta-Bier, “Weißbier Münchener Weizengold”, and helles Export. In 1935, a large amount of breweries advertise two different beers, and Fischer-Vroni must have switched from Augustiner to Wagnerbräu between 1929 and then.
This is my short and quick contribution to Session 127. After Boak and Bailey asked me about my expectations of Festbier, I thought I should leave a few notes what beer was served at the Oktoberfest in the 19th century.
The Oktoberfest didn’t start out as a beer festival. The first one was a wedding celebration of Bavarian Crown Prince Ludwig I. and Princess Therese in 1810. In the years after that, it became an annual fair where things like horse racing, prize shooting, and an agricultural fair were the main attractions. Eventually, beer was being served, and the whole beer drinking eventually took over. The agricultural fair still exists, but is scheduled to only take place once every four years.
The beer served was, as far as I could find out, regular “Sommerbier” (i.e. lager beer) as it was consumed elsewhere in the city. In 1872, Michael Schottenhamel procured a 16° Vienna-style Märzen brewed at Franziskaner-Leistbräu, which eventually got established as the regular beer at Oktoberfest. But it was not the only beer being served at the Fest, as we know from festival programme advertising of that era.
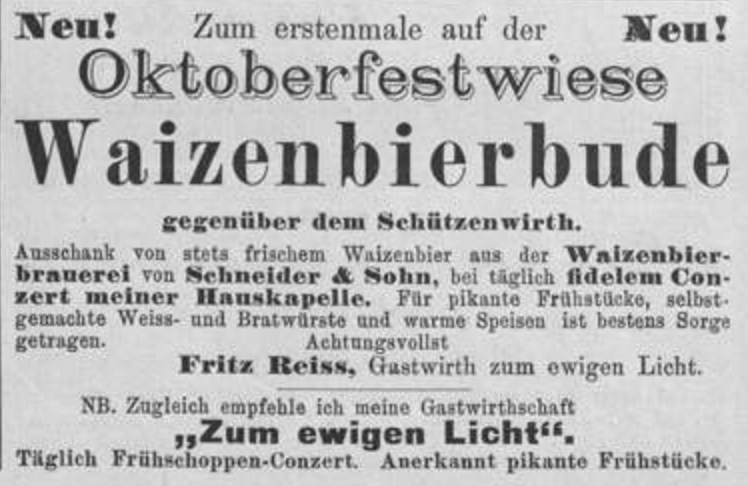
In 1895, wheat beer from Schneider & Sohn was served, which was a novelty that year, as well as Märzenbier brewed at Klein-Schwechater Brauerei and imported from Vienna. In 1896, beer from Bürgerliches Brauhaus Budweis was served at the Oktoberfest. The brewery was at that time a purveyour to the court of the King of Württemberg.
Some breweries, like Thomasbräu, served both a Pilsner and a Märzenbier.
Most of the other local breweries, like Franziskaner-Leistbräu, Pschorr, Hacker, Spaten, and Löwenbräu, only served a single type of beer, Märzen.
All in all, the variety of beer available at the Oktoberfest back then was not only greater in number, it was also more diverse in available beer styles, and more international. More like what you’d expect from a proper beer festival.
Let me tell you a little story about two historic mash processes that I discovered by pure chance, and how neither of them quite worked out. But there’s still stuff we can learn from them.
During some beer-related research, I stumbled upon a brewing book I hadn’t seen before, “Handbuch für den Amerikanischen Brauer und Mälzer” (“manual for the American brewer and maltster”), written by Ernst Hantke and published in 1897. This was odd, I thought, because it specifically referred to American brewing, and yet was published in German. Hantke was born in Silesia, and grew up in Germany. He studied chemistry, and landed a position as assistant of Dr. Delbrück at the “Versuchs- und Lehranstalt für Brauerei”, better known as VLB Berlin. In 1893, he emigrated to the United States, where he first worked as instructor at the American Brewing Company, and later accepted a job at the Valentin Blatz Brewing Company in Milwaukee, Wisconsin.
Milwaukee at that time was the epicenter of German-American brewing, four of the largest American breweries at that time were based there, Miller, Pabst, Schlitz, and Blatz, all of them founded by German immigrants to the US at some point during the 19th century. Among American brewers, Hantke’s book was well-received, his epitaph in “Letters on Brewing” says:
At the brewmasters’ convention in Pittsburgh in 1896, when the first few pages were offered for inspection, the whole assembly of brewmasters welcomed the book so heartilythat Dr. Ernst Hantke was encouraged to renewed activity. In 1897 at the brewmasters’ convention in Detroit, the first volume, comprising 668 pages, was ready for distribution in book form and 2 years later the second volume of 824 pages completed.
So Hantke was in the unique position to both have researched German brewing in scientific detail, but at the same time also witnessed large-scale beer production in the United States at the heart of American lager brewing. He discussed general differences, like the German preference of all-malt decoction mashing and the American preference of using adjuncts (unmalted grains) and infusion mashing. He even brought a specific rationalization for why this difference makes sense: decoction beers are more nutritious, but under the impression of the hot American climate during the summer, and the American habit of eating meat three times a day, it is easy to realize that customers will prefer a refreshing, pleasant-tasting, and fizzy drink to a nutritious one.
Also from a purely technological point he defended infusion mashing: he described American malts to be generally of high quality and usually kilned at low temperatures, so the available diastatic power was enough to reach the same level of extraction and efficiency as a decoction mash, but resulting in a more fermentable wort and a quicker process.
When I went through the book, I was especially excited to see descriptions of two mashing processes, one described as the “Wiener Maischverfahren”, the Viennese mashing process (essentially a 3 decoction mash with two thick and one thin decoction) as done by Schöneberger Schlossbrauerei from Berlin, while the other mash processes is the specific adjunct mashing process as practiced by Pabst. So not only contains this book general process descriptions of how German and American brewers were mashing, it even references the specific breweries that employed the respective techniques.
The descriptions were detailed enough to reconstruct the whole process and convert it to typical homebrewing sizes. The Viennese mashing process was first. The amount of beer produced 140 hectoliters, at an OG of 12° Balling (about the same as 12° Plato, OG 1.048). The amount of malt used was 2500 kg. So, to start scaling the whole recipe down to the typical homebrewer size of 20 liters, let’s see by which factor we need to scale it down. 140 hl / 0.2 hl = 700. Alright, then let’s convert the grist: 2500 kg / 700 = 3.571 kg. Wait… a 12° beer from just 3.571 kg of malt? That won’t work out, especially since the brewhouse efficiency is documented as 65.19 %. Something must have gone wrong there when the author transcribed the recipe or something. Nevermind, on to the second recipe, the Pabst adjunct mashing process.
In this process, 300 barrels of beer were produced from 10000 pounds of malt and 6000 pounds of grits. The grits are mashed in, boiled for 15 minutes, and then added to the main (malt) mash to raise the temperature to saccharification temperature. While we don’t know the exact OG of the wort that Pabst produced, another, very similar process mentioned in the paragraph right after the Pabst process, we can assume an OG of around 13.1° Balling (about the same in Plato, 1.053).
So, again for scaling: 300 barrels are 300 bbl * 117 l = 35100 liter. To scale down to 20 liters, we therefore need to divide by 35100 / 20 = 1755. 10000 pounds are 4536 kg, while 6000 pounds are 2721 kg, which means the grist consisted of 4536 kg / 1755 = 2.58 kg malt and 2721 kg / 1755 = 1.55 kg grits, in total a grist of 4.13 kg. To produce a 13° wort from just that amount of malt, you’d need to reach a high amount of extraction, especially so for home brewers, which I don’t think would be that easily doable with just an infusion mash. While slightly more believable than the numbers of the previous recipe, I’m still not quite sure whether this is 100 % correct or whether the author made a mistake of some sorts. Or maybe I made a mistake? I assumed 1 beer barrel to contain 31 gallons as is standard in the US (normally, 1 bbl contains 36 gallons), and I converted using US gallons (3.78541 liter), so my calculations should be sound.
Despite all these inconsistencies, we still learn valuable details: the grist of a late 19th century American lager as brewed by Pabst consisted of 62.5 % malt, 37.5 % corn grits, was mashed using an infusion mash with a separate adjunct mash/boil to gelatinize the grits, and the wort produced, if we can assume that most breweries at the time produced beer of about the same strength, was probably at an original gravity of about 13 °Balling (1.053). That’s a good start to formulate a recipe at least inspired by a lager of that era.
The mash process is also quite specific: dough in the grits into a liquor of 50 °C, the resulting mash should then have a temperature of 47.5 °C. Rest for 30 minutes, then heat up to 67.5 °C, rest for 20 minutes, then heat up to 75 °C over the course of 15 minutes. Then bring to a boil, and boil the adjunct mash for about 15 minutes. In the meanwhile, the malt is doughed in at a temperature of 45 to 47.5 °C. The adjunct mash is then added in two steps with 5 to 10 minutes inbetween, to raise the main mash temperature to 70 °C. From there on, the mash needs to convert the starches to sugar. When the mash is fully converted, the mash temperature is raised to 72.5 °C by adding more hot liquor, which concludes the mash. The first runnings of this mash should have an OG of 19° Balling (about 1.079). While not a complete recipe, with some additional calculation a homebrewer could work with that.
Compared to the adjunct infusion mash, the Viennese mash is more intricate: the 2500 kg of malt are doughed in so that the resulting mash is 92 hectoliters at a temperature of 17.5 °C. Then, 32 hectoliters of boiling water are slowly mixed in to bring the overall temperature of the mash to 37.5 °C. The first thick decoction of 30 hectoliters is then drawn and boiled for 30 minutes down to 26 hectoliters, then mixed back to the main mash to raise the temperature to 50 °C.
The next thick decoction, 40 hectoliters, is then drawn off, and boiled for 35 minutes down to 36 hectoliters. After mixing it back, the temperature of the main mash is at 61.25 °C. Then, the final decoction, 53 hectoliters of thin mash, are drawn off, and boiled for 35 minutes down to 49 hectoliters. After mixing it back, the main mash should be at a temperature of 75 °C, and the size of the mash in the mash tun should be 112 hectoliters. The whole process takes 4.75 hours.
After lautering and sparging, 152 hectoliters of wort are collected, which is boiled for 2.5 hours to get 140 hectoliters of wort at an OG of 12° Balling. The total work time for a single batch is described as 12.25 hours, surely a long brew day in Schöneberg, while Hantke mentions that brewing using the infusion method takes 5 to 7 hours, and not only saves time, but also lots of fuel that is otherwise required to boil the various decoctions.
So, what can we learn from this? First of all, always scrutinize historic recipes if it’s possible to check them for consistency (in this particular instance, we knew amounts of beer, grist, and OG). Second, we can still get a whole lot of information out of such historic records. We learned about the strength of American lager beer at the end of the 19th century, we learned about the grist composition in one particular instance, i.e. how Pabst used to brew their beer, and we even learned the specific method how Pabst used to conduct their mashes.
In my opinion, that is a whole lot to start developing a lager recipe: 13 °P, a ratio of malt and grits of 62.5/37.5, and mashed according to the infusion method described above. Hantke lists using about 1 pound of hops per barrel of beer for beers at 13° Balling. That’s a hopping rate of about 3.9 g per liter, which I find a bit too high, especially when using a classic American hop variety, such as Cluster. But then, with Cluster you should be able to achieve a bitterness and hop character that probably comes quite close to what American lager beer over a 100 years ago must have tasted like.
If you want to learn more about German-American brewing in the late 19th century (provided you can read German), here’s a link to the “Handbuch für den Amerikanischen Brauer und Mälzer“. For even more insight about 50 years later, there’s also the (English-language) “The Practical Brewer“, authored and edited in 1946 by the master brewers of Griesedick Bros. Brewery and Anheuser-Busch Brewery, both of St. Louis, Missouri. Even there, the great influence of Germans on American lager brewing is very noticeable, in particular in vocabulary.
For a few years now, we’ve spent a week or two somewhere in the UK to enjoy the local beer. This year, we first went to London to visit the Great British Beer Festival and Fuller’s Brewery, and then moved on to Whitstable for a week in Kent.
We had initially chosen Kent and Whitstable simply because we had never been to Kent before, and because Whitstable looked nice enough to stay there. Kent is often called the garden of England, and it is nowadays not only a place with a significant fruit and vegetable producing industry, it is also the largest hop growing area in the UK. When driving through Kent, it became noticeable for us that there were a lot more oast houses to see than hop gardens. Oast houses are very distinct buildings with a round tower with a conical roof, often tipped with a distinct white cover. These were used to dry freshly picked hops, and the large amounts of them bear witness to a much larger hop industry than there is nowadays in England.
A few weeks before we left for our holidays, fellow Stammtisch goer Joe told me about how Thanet in Kent, in particular Margate, Ramsgate and Broadstairs, is micropub central, and so we started looking closer into that, only to discover an aspect of British beer culture we’ve never witnessed before.
So what are micropubs? Essentially, they’re tiny, independent pubs that focus on their main product, beer, and often cider as well. It’s often just one room for customers, a back room with casks of beer and boxes of cider, and a customer toilet, though some may be a bit larger. The beer is often served straight from the cask, so most micropubs don’t even bother with handpumps.
And from what I could see, that straight up attracts the beer nerds: during our visit of different micropubs, I’ve heard many people discuss the specific beers being served, or other general beer-related topics. Whenever people learned that we live in Germany, the topic of German beer often came up, and people are genuinely interested in hearing about and discussing the finer details of German beer culture, and just love talking about the local beer and their preferences.
Publicans of micropubs also very much put an emphasis on good quality ale, often focussing on local breweries, and therefore are very much behind the idea of serving just great beer. In one instance, we’ve overheard two micropub employees and a regular discuss a particular firkin that had been delivered three days ago and hasn’t dropped bright yet, but instead developed a slight vinegar note, and whether they should return that firkin. So quality is a hot topic, and it’s openly being discussed to a certain extent. This is a refreshing difference to some other pubs that may serve you a slightly off pint with hints of vinegar, either due to economic pressure of having to sell the whole cask, or because they simply don’t care.
But even outside the topic of beer, I found all micropubs to be more communicative than any other pubs I’ve been to before. In the majority of places, we just casually struck up conversations (well, my wife did, I’m too socially awkward) with either the publican or other customers, and people were much more open to just having a casual chat. For me, that was noticeable as the biggest difference compared to most other pubs.
The biggest contrast in Whitstable for me was the local ‘spoons versus a micropub close to it, the Black Dog. For those who don’t know, J.D. Wetherspoons (often abbreviated to just ‘spoons) is a British pub chains with well over 1000 pubs all over the UK with attractive prices for both their beer (which is usually reasonably well kept but mostly consists of big, national brands) and their food (which is often pinged in the microwave or deep-fried). People we met in a micropub in Ramsgate recommended to us to visit the Peter Cushing (the ‘spoons in Whitstable, named after the actor which some of you may know as Grand Moff Tarkin) for its grand interior. It’s in a former theatre and is decorated in a art deco style which I found looked very good and much better than most other ‘spoons which are usually a bit trashy and scruffy. Even the pattern of the carpet, which is unique for every Wetherspoons pub, matched the whole art deco theme. But while the pub itself looks beautiful and serves cheap drinks (I paid GBP 2.09 for a pint of bitter from a local brewery near Maidstone), it’s not where I would go to relax or meet people.
Now contrast that with the Black Dog. It’s a micropub in Whitstable probably a minute away from the Peter Cushing. It’s quirky-looking on the inside, the bar features faux handpumps which are just there to hold the pump clips of what beers are on, but it’s so much more inviting than the ‘spoons. The beers were mostly local, and with pints of GBP 3.00 to 3.50, the prices were higher but still okay and seemed to reflect a fairer pricing towards the brewer (Wetherspoons is known for not paying a whole lot to brewers for their casks). The raised benches and tables on both sides of the room may not be quite as comfortable, but provided an environment that just allowed you to chat to the people next to you.
And I think that’s exactly what attracts people so much to micropubs: the conversation, the social aspect, the – as you would say in Ireland – good craic, paired with usually a good selection of beer and cider curated by people who are deeply passionate about the pub and the beer they serve in it. The “micro” in micropub in my opinion not only refers to the size of the pub itself, but also to the minimalism of the whole concept: minimal infrastructure for people to buy pints of cask ale, hang out and have a good time, accompanied by a few bar snacks and maybe games, but that’s it. No free WiFi, no (or only very quiet) background music, no annoying slot machines. And that’s all you need to provide people with an experience they can enjoy.
Since the first micropub, the Butchers Arms in Herne, opened in 2005, about 300 micropubs have spawned in most parts of England, and a few in Scotland and Wales. I would like to see even more places like these, not just in the UK, but also in Germany. In Berlin, the place that I know that comes closest to a micropub is probably Försters Feine Biere: it’s very small inside (though you can sit outside during the summer), has no noticeable disturbance through background music, the food is limited in choice, simple and well-suited for a beer pub, and the owner is deeply passionate about the quality and selection of beer he serves. Due to the focus on German beer and in particular quality German lagers and regional beer styles, the choice of beer is different from your English cask-ale-serving micropub, but the quality beer is still central to the place.
But back to Kent: we didn’t just go there so that I could analyze and disect the concept of micropubs, we actually went there to enjoy the beer. And to do that, we went to plenty of places. Since that holiday house we rented was located in Whitstable, we first checked out the local pubs.
The instantly liked the Black Dog on Whitstable’s High Street. As I said earlier, it’s quirky on the inside, and the beer selection has been great all the time we were there, so definitely a place I can recommend. The Tankerton Arms in Whitstable was a bit further away, a good walk along the beach side, but equally nice.
In order to get a good overview over the triangle of Margate, Ramsgate and Broadstairs that Joe had recommended, we decided to split our visit up over two days: the first day we visited Margate, while on the second day, we went to Ramsgate and Broadstairs.
Our initial impression of Margate was not great: it looked like your typical tacky English sea-side town. Only on second impression, it turned out to be better, but I guess that’s just a resonation of our particularly bad experience in Scarborough last year.
Our first stop in Margate was the Harbour Arms out on the stone pier. From there, you had a great look over the town. It was nice to sit outside and enjoy the sun, though we were put off a bit by a woman who turned out to be a Ukiper that talked about indigenous people in England (her mother was Irish, she didn’t get the irony), alleged riots in Ramsgate the day before, her claiming that the movie Whisky Galore was filmed on the Irish-Northern Irish border (it was not, we double-checked), and finally a bizarre monologue about subterranean worlds underneath Israel and Sinai and why there’s still hope for humanity because of them. And she wasn’t even drunk!
We then moved on to the Little Prince, which was hard to find in the first place and then turned out to have run out of real ale. Due to very limited space, they usually only had bag-in-box real ale and two keg beers on draught. We had a half pint of Leffe and a bottle of Peroni out of pure politeness.
The next stop was the Two Halves. Now that was a micropub with a view! Very bright, a great view towards the harbour, and of course, good beer. The casks were prominently displayed behind a large glass window, so you could see everything that was going on.
After a quick stop at the Bottle Shop, a craft beer bar, where we had a To Øl Sur Mosaic and a Thornbridge Lukas to cleanse our palates, we went to the Fez, another quirky micropub full of old beer-related signage. The beer there was great, as was the atmosphere. We had a conversation with a group of older men who, after they learned we were from Berlin and here on holidays, wanted to know about all the good beer places in Berlin. I also asked them why they specifically went to this micropub, the Fez, and they said, “oh, we go to many pubs”.
One of them emphasized though that they enjoy micropubs because they are the quintessential pubs for them: good beer and a good place to hang out with friends. They also recommended to us two more pubs, one of them being a micropub we had on our list, but we eventually decided to return to Whitstable since we were hungry and time had passed a lot quicker than we had thought.
The next day, we took the train to Ramsgate, where we first visited the Hovelling Boat Inn, which was okay but not too exciting, from which we moved on to the Conqueror Alehouse. There we met a couple which we had seen in the Hovelling Boat Inn earlier, and together with the publican and another couple that came in shortly after us, we had a nice and fun conversation. It was pork pie day, so slices of pork pie were served, which went perfectly with the well-kept beers. We then decided to move on to Broadstairs, since it was already getting a bit late and we still wanted to visit two more places.
From Broadstairs train station it was a few minutes of walking to our next stop, the Four Candles. The Four Candles isn’t just a micropub, the owner brews his own beer on a 2.5 bbl (about 400 liter) kit, but also serves guest beers and sells some of his own beers in bottles. And the brewery logo are two fork handles. In the unlikely case you don’t get the reference:
The atmosphere in this place was different, very vibrant, a bit loud, very welcoming and friendly locals, lots of them coming to the pub with their dogs, so we decided to stay for a few more and skip the second micropub in Broadstairs. All the house beers were good, solid bitters, nothing too crazy, but refreshing, hoppy beers for average non-hophead beer drinkers. The place also served cheese: they had a huge box with shrink-wrapped local cheeses, you picked the one who wanted to have, you got a plate with the cheese, a good amount of crackers and a lovely home-made onion chutney, and were charged based on which cheese you had chosen. A great deal, and tasty!
We eventually had to get our train back to Whitstable. All in all, visiting all these micropubs was a good experience. None of them was outright bad, some of them were just okay, but a lot of them had a great atmosphere, and didn’t just serve good beer, but were also passionate about it. It gave me the feeling that what I had witnessed there represented how lots of people want pubs to be, a place to socialize and meet friends, a place to enjoy a few drinks, a place to relax and people-watch. I’m not qualified to say that this is how pubs were originally meant to be, but it’s certainly a type of pub I would love to see more often, and not just because of the great variety of local beers.
This is one question that itched me a lot is the matter of hops and their contribution of bitterness in historic beers: when did the alpha acid content of hops become relevant in beer recipe formulation?
While the topic of bitterness in beer and the various contributing factors is a complex one to be discussed at another point, it is universally recognized that iso-alpha-acid, the isomerized form of alpha acid, is a major contributor to the overall bitterness of a beer. This isomerization happens when boiling the wort with hops. Even the quantification of bitterness in beer, often noted as IBU, International Bitterness Units, is essentially a determination of the amount of dissolved iso-alpha-acid by employing spectrophotometry.
One conclusion of the observation of the relationship between iso-alpha-acid and bitterness is that the higher the amount of alpha acid in a particular crop of hops is, the higher the contribution of bitterness will be in the resulting beer, assuming the same boil times and all. Brewers nowadays take the amount of alpha acid in hops into account when formulating beer recipes, and using formulas like Tinseth, Rager or Garetz, attempt to approximate the expected bitterness. Of course, this is very much only an approximation: lab analyses have shown that the calculated IBU can diverge quite a bit from measured IBU, in particular in amounts that are beyond the maximum solubility of iso-alpha-acid in aqueous solutions.
But what does this have to do with historic beer? Quite a lot: due to the lack of analytical methods to determine the bitterness contribution of a particular hop crop, it was essentially unknown how bitter a beer would end up with a new crop until it was brewed and taste-tested.
Depending on various factors like the weather, crops of the same hop variety grown in the same hop garden in different years can yield different amounts of alpha acid. Chinook hops from 2016 can have e.g. 11.6 %, while the 2015 crop has 12.8 %, the 2014 crop 12.0 %, the 2013 crop 13.7 %, and so on. This aren’t just made-up numbers, I took these from the historic data of Chinook hops as provided by a German online homebrewing store.
When looking at the relative variability of the alpha acid content, you roughly get a +/- 10 % variation over the course of several years, which would also reflect the same in the overall bitterness contribution.
Now, in the context of historic beers, this variability is a lot more dramatic: early hop varieties and local land races are usually low in alpha acid. If we had the same absolute variability in alpha acid content in a land race as with Chinook in the example above, the impact on the relative variability would be much greater. Let’s look at another example: Hersbrucker Spät from 2016 with 3.2 % alpha acid, 2015 3 %, 2014 2.3 %, and 2013 a staggering 1.8 % alpha acid content. In terms of relative variability, this is more in the range of +/- 30 %.
In pretty much all historic recipes from the 18th, 19th and first half of the 20th century, hop dosage is usually specified in weight per resulting beer, for example gram per hectolitre or pounds per barrel. If I were to brew a simple Munich Lagerbier according to typical first half of the 19th century gravity and hopping rates, a variability between 1.8 and 3.2 % alpha acid makes the difference between 27 IBU on the low end and 47 IBU on the high end. That’s about the difference in bitterness between e.g. a malty brown ale (e.g. Sam Smith Nut Brown Ale allegedly has 31 IBU) and an aggressively hopped Pilsner-style beer (Schönramer Pils allegedly has 45 IBU).
I actually haven’t found much evidence how brewers used to counteract these problems, but I have two theories:
Bavarian brewers employed blending methods prior to lagering their beer: several batches of beer were fermented one after the other, but were then evenly split up between a relatively large number of lagering barrels. This was done for consistency reasons, and would have allowed the brewmaster to adjust the hopping rate of the different batches according to the outcome of the first batch or first few batches.
To a certain extent, brewers also had a relatively good understanding how hops brought preservative qualities to the beer. In some literature, e.g. Ausführliches Lehrbuch der Bayrischen Bierbrauerei mit besonderer Berücksichtigung der Dickmaischbrauerei by J.S. Schorer (published in 1863), different hopping rates and blends of hop varieties were proposed depending on how long the beer was to be lagered, and how late in the year the beer was to be served, in order to compensate for the slowly warming beer cellars (this was before modern refrigeration, when beer was still lagered in ice cellars). Some of these hop blends suggest blending hops from the latest harvest with older hops from previous years. Old hops still provide preservative qualities, but due to the degradation of the alpha acid content, don’t contribute nearly as much bitterness as younger hops. This effect is used even nowadays in Lambic brewing, where relatively large doses of aged hops are used.
But this still hasn’t answered the original question. So I went out and searched a bit. To cut this a bit short, I was not able to find a proper answer. I was not even able to find out when alpha acids were discovered, or when iso-alpha acid was first recognized as contributor of bitterness. But I was nevertheless able to at least find something:
An early analysis of different hop varieties regarding their alpha and beta acid contents (back then often called “alpha resin” and “beta resin”) are the two papers called “REPORTS RECEIVED FROM BREWERS ON RECENT BREWING TRIALS WITH CERTAIN NEW VARIETIES OF HOPS” by Prof. E. S. Salmon and H. H. Glasscock, M.Sc. (published 1944) and “REPORTS RECEIVED FROM BREWERS ON RECENT BREWING TRIALS WITH CERTAIN NEW VARIETIES OF HOPS; II“, by Prof. E. S. Salmon and Dr. A. H. Burgess (published 1947). These papers refer to analyses going back as far as 1932, and not just of new varieties as the titles would suggest, but also Fuggles from Worchestershire and Mid-Kent and Goldings from Mid-Kent and East-Kent. In case you’re wondering, “new” varieties discussed were hops like Brewer’s Gold, Quality Hop [sic!], Brewer’s Favourite, Bullion, Fillpocket, and Brewer’s Standby.
From what I could see from scanning the literature of that time, the analysis of different types of alpha acid was still an active research topic and the 1950’s and probably beyond that. It have not been able to find a definitive point in time where the relationship between iso-alpha-acid content and bitterness contribution was discovered or picked up as a tool to determine hop dosage sizes. So unfortunately, this question remains unanswered as of now.
This is my contribution to session 125, aka “Beer Blogging Friday”. In this session, I’m writing about my views about SMaSH beers.
SMaSH beers are a way of formulating beer recipes. SMaSH stands for “single malt and single hop”, meaning that in the formulation of the recipe only a single type of malt (usually a base malt of some sorts) of a single hop variety are being used. Everything else, from yeast to mashing regime to hop dosages and timing, is up to the brewer.
Would I consider SMaSH beers to be trendy? No, not at all. The only reason that I can see in purposefully producing a SMaSH is to try out a specific ingredient, be it a specific base malt, a new hop variety, or even a new yeast strain on top of a simple, neutral SMaSH wort. While certainly a great tool for homebrewers for learning to know ingredients, I personally find them boring and uninspired. In particular when commercial brewers produce them: it reeks of beer geekery, it will not impress people with no interest in the finer details of brewing, and more often than not, the resulting beer is unbalanced.
Don’t get me wrong: there are beers and whole styles that happen to be SMaSH beers, but they were not conceived with the specific idea of producing a beer to highlight one type of malt and one hop. From a purely historic point of view, most beers were probably SMaSH beers: the maltster made one type of malt, the brewer took that one malt and used the local hops he always used for brewing, and made beer out of that. Modern base malt names like Pilsner malt, Vienna malt, and Munich malt show this historic connection with classic styles.
Of course, there are many ways to formulate recipes for styles like Bohemian-style pale lager, Vienna lager, Munich Helles or Munich Dunkles. But for each of these classic lager styles, there is a straightforward way that happens to be SMaSH.
For a Bohemian-style pale lager, like a Pilsner, you can just use 100 % Pilsner malt to an OG that is suitable for the strength you want to achieve, hop it with large doses of a hop variety like Saaz for both bitterness and aroma, and ferment with a lager yeast.
Vienna lager? Similar: 100 % Vienna malt, bittering with a classic hop like a Bavarian noble hop variety or Saaz, ferment with a lager yeast. And the same goes for the Munich beer styles: depending on whether you want it pale or dark (Helles or Dunkles), choose a pale or dark base malt, hop with some Bavarian noble hop for only a restrained bitterness, and ferment with a lager yeast.
Of course, this goes beyond classic lager styles: beers like pale ales, IPAs, golden ales, bitters, or saisons could easily be formulated with just a single base malt and just one hop variety. Even a relatively unknown style, Grätzer/Piwo Grodziskie, was/is usually brewed with a single malt: oak-smoked wheat malt. There are probably plenty of many more examples.
Other beer styles can practically not be achieved as a SMaSH, in particular those who require more than one type of grain: just think Bavarian wheat beer, which needs to be brewed with more than 50 % wheat malt, but usually also contains a certain share of barley malt. Dre Beechum suggested an interesting extension to SMaSH, “brewing on the ones“, that only slightly widens the constraints of SMaSH, but allows for more existing styles to be formulated easily. I wrote about this in the context of designing simple beer recipes a few years ago.
But still, I’m convinced that SMaSH or “brewing on the ones” beers should not be done just for the sake of strictly keeping to this scheme of recipe formulation, but rather as a rough guideline to formulate simple recipes in order to brew excellent beers. After all, the resulting beer is what counts to the connoisseur, not the (by itself meaningless) notion that only one hop and only one malt type were used. If a beer can be improved by adding a single specialty malt, or by using different bittering hops than aroma hops, then you should totally do that, instead of insisting on conceptual purity. Because what counts in the end is that the beer is good.
When working on my upcoming e-book about historic beers, one particular aspect of recreating historic beers crept through my mind: how similar or different are modern malts compared to malts that were produced 100 to 200 years ago?
The biggest improvements in malting technologies, in particular kilning, happened in Continental Europe within the last 200 years: while smoke kilns used to be widespread, Bavarian breweries started adopting modern, smoke-free kilns about 200 years ago, and in the 1830’s, Gabriel Sedlmayr and Anton Dreher brought back more knowledge about how to produce pale malts from the UK back to Continental Europe. The 1840’s were the beginning of pale lager beers which eventually became the world-wide standard for mass beer production around the world.
But one particular aspect kept bugging me: what did the colour of brown beers use to be like 100, 200 years ago? Here, by brown beer, I mean all beer made from kilned malt. The romantic notion is of course a deep brown beer, made from a highly dried malt, almost bordering on porter. But how can we get closer to the truth? It’s not like we can just look up photos of beers back then. Or can we…?
Well, not photos, but there’s a similar source: let’s take a closer look at art of that time. If we assume that painters who focused on a certain realism in their paintings took care of getting their colours right, then we can expect a realistic and reasonably consistent portrayal of the colours of brown beer. So let’s go through a few examples.
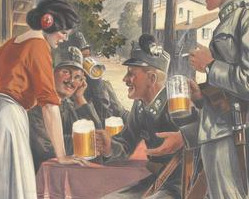
This first example is from a painting depicting a Bavarian pub scene in 1855. One man holds a glass of reddish-brown beer with an off-white head. It’s not clear whether the glass on the table also contains beer, but if it is, looks slightly paler due to the smaller size of the glass.This example shows a Stammtisch scene from 1872 with the waitress handing the customer a glass of dark brown, almost black beer, with a distinctly white head.This picture from 1877 again shows a bright, reddish-brown beer, almost bordering on a dark amber.…and the same goes for these examples from 1885, 1888 and 1912. Noticeable in all three is a kind of glow, coming from a bright beer served in glassware, which, in my opinion looks mouthwatering. I would happily want to try one of these beers!The last two examples are slightly different: both from 1916, they show Austrian-Hungarian soldiers being served beer. The beer has an amber to golden colour, and is distinctly paler than in the other pictures that I showed here. Both are from brewery ads (the top one from the Hungarian Dreher brewery, the bottom one from Hütteldorfer brewery, Vienna), and mostly reflect the ongoing change in beer fashion at that time, while the previous examples are mostly from pictures painted by artists situated in Bavaria, where brown beer remained fashionable for longer than in most other places.
When we compare modern dark beers (in particular Bavarian ones) with those from 100 to 150 years ago, visually it seems like there is not really a difference. If anything, I’d say that the old beers in these examples may even have been a tad paler than the modern varieties.
Now what conclusions can we take from that, in particular for recreating historic beers? Well, the number one takeaway for me is that brown beers back then were mostly the same colour as today, which means that if I wanted to recreate an old beer recipe from that era, I could assume within reason that the colour of dark (Munich) malt nowadays is the same or very similar to how it used to be 100, 150 years ago. For historicity’s sake, the beer would also need to be as bright as on the pictures above: no haze in these beers. And finally, but that’s more of a minor detail: look at the drinking vessels at that time. While the Steinkrug (earthenware mug) is classically associated with historic beer of previous centuries, the art in the 19th century suggests that glassware must have been quite common for beer to be served in. And of course, a lot of the beer mugs have metal lids on them.
So, if you think about rebrewing some historic Bavarian brown beer, don’t worry about the malt, just use Munich malt as a dark base malt, and make the beer bright and haze-free, and you’ll be fine.
Two years ago, I did some research to put together a recipe that was meant to closely match what a Vienna lager in the 19th century would have looked and tasted like.
About a year ago, I also discussed the state of Austrian hops and how the hop growing industry had changed over time. In that article, I mentioned that Kleinschwechater Brauerei used to own land in Michelob in Bohemia, close to Saaz, where the brewery grew barley and hops. Due to the geographical closeness, I made the point that most likely Saaz hops or a very closely related landrace would have been grown there. But so far, I did not have any conclusive proof that Kleinschwechater (later Schwechater) Brauerei indeed brewed with Saaz hops.
That changed a bit when I visited the Schultze-Berndt library located at VLB and curated by the Gesellschaft für Geschichte des Brauwesens (society for the history of brewing technology) a few weeks. When doing some research for my English-language book on homebrewing historic beer styles, I stumbled upon a Festschrift regarding 100 years of brewing Vienna lager, aptly named “Schwechater Lager”. While not having that much content, it still had some bits and pieces that gave away some information, including the beautiful water colour illustrations.
One image in particular contained something very interesting: pictures of huge stacks of hop bales.
These hop bales clearly show the marking “SAAZ”. Assuming that this picture accurately shows the hop storage facilities at Schwechater brewery, we now have a direct connection showing that Schwechater has been using Saaz hops. The text around it mentions that the brewery has been covering their demand using hops from Saaz, and praises Saaz as one of the best hop growing regions in the world. Unfortunately, no time frames are mentioned, so while all this information was certainly true for their brewing in the late 1930’s and early 1940’s, we cannot yet make the direct connection that Vienna lager in the 19th century must have used Saaz hops.
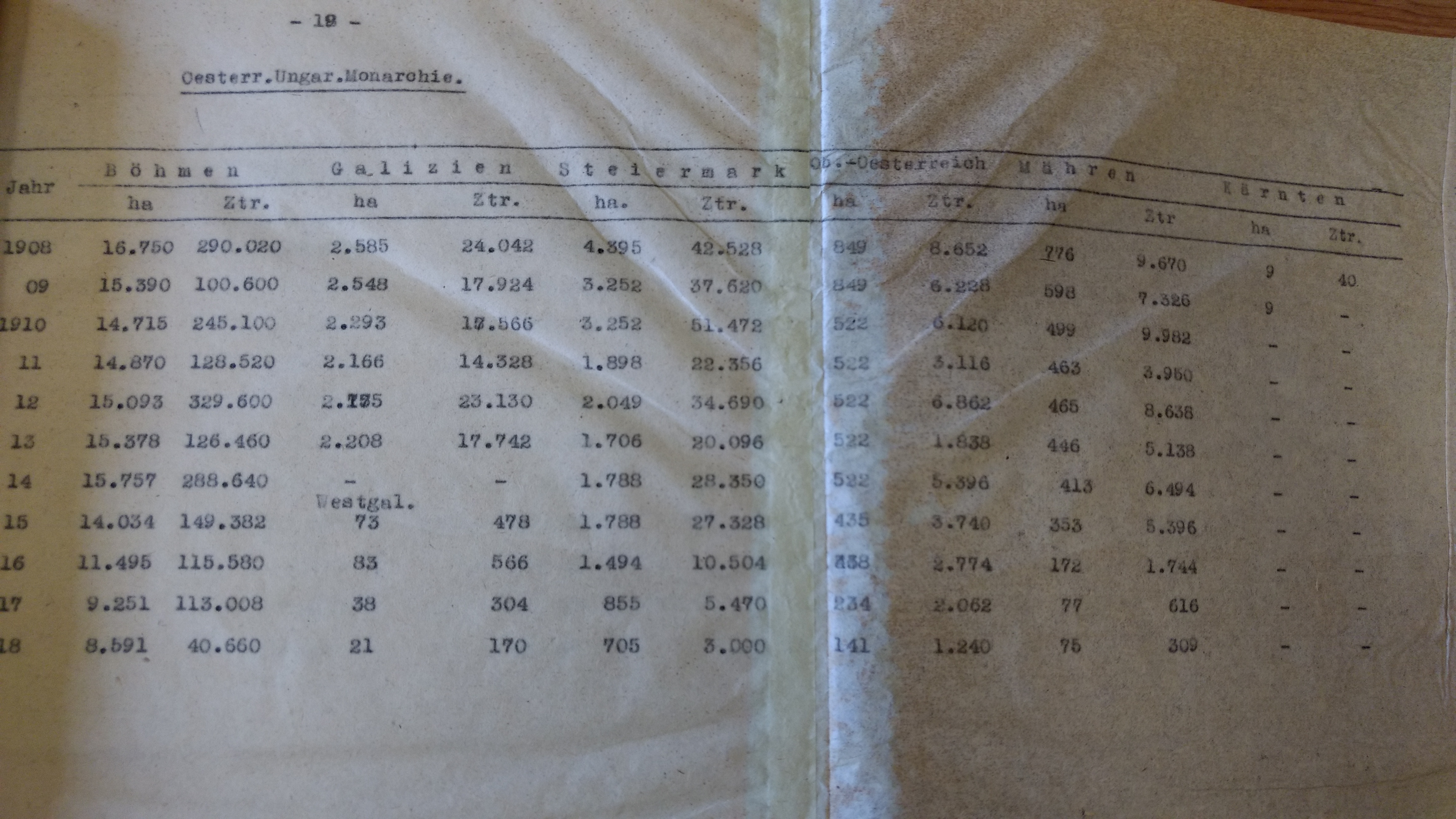
So let’s go a bit further, into the less colourful but more number-laden territory of raw statistics. In 1891 (that’s the earliest that I could find), Bohemia had 10317 hectares of hop growing land, producing an annual output of 77540 Zentner (1 Zentner = 50 kg in Germany, therefore 3877 tons). At that time, the total hop growing area of the Austro-Hungarian Monarchy was 14850.5 hectares (divided into the regions of Bohemia, Galicia, Styria, Upper Austria, Moravia and Carinthia), and the total annual output was 117534 Zentner (5876 tons). So for the whole of the monarchy, Bohemia produced almost 66 % of all its hops, on almost 70 % of its acreage allocated to hop growing.
This trend of Bohemia being the dominant hop grower within the monarchy continued in the years after as late as 1918, and Bohemia’s dominance even grew larger as other hop growing areas declined further: in 1913, Bohemia’s hop output was 73.8 % of the monarchy’s total output, with 75.8 % of the total hop acreage, while in 1914 it was a staggering 87.7 % (85.2 % of the total hop acreage). The stark increase in share in 1914 is due to a complete failure in Galicia for that year, most likely due to World War 1 and Austria-Hungary losing the Battle of Galicia.
So, just by looking at the pure numbers, we can deduce that there was a very high likelihood that most breweries bought their hops from Saaz. Again, this is not definite proof, but it points even more towards the direction that hops from Saaz were used by Schwechater brewery, and possibly most other breweries at that time, especially since Saaz hops were the highest priced ones in Germany and Austria at that time.
On a side note, the hop production of Bohemia at that time up as late as the late 1930’s was so strong that Germany’s annexation of the Sudetenland in 1938 pretty much doubled Nazi Germany’s acreage and overall amount of hops produced.










 This first example is from a painting depicting a Bavarian pub scene in 1855. One man holds a glass of reddish-brown beer with an off-white head. It’s not clear whether the glass on the table also contains beer, but if it is, looks slightly paler due to the smaller size of the glass.
This first example is from a painting depicting a Bavarian pub scene in 1855. One man holds a glass of reddish-brown beer with an off-white head. It’s not clear whether the glass on the table also contains beer, but if it is, looks slightly paler due to the smaller size of the glass.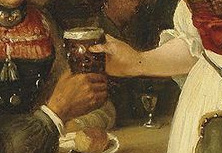 This example shows a Stammtisch scene from 1872 with the waitress handing the customer a glass of dark brown, almost black beer, with a distinctly white head.
This example shows a Stammtisch scene from 1872 with the waitress handing the customer a glass of dark brown, almost black beer, with a distinctly white head. This picture from 1877 again shows a bright, reddish-brown beer, almost bordering on a dark amber.
This picture from 1877 again shows a bright, reddish-brown beer, almost bordering on a dark amber.

 …and the same goes for these examples from 1885, 1888 and 1912. Noticeable in all three is a kind of glow, coming from a bright beer served in glassware, which, in my opinion looks mouthwatering. I would happily want to try one of these beers!
…and the same goes for these examples from 1885, 1888 and 1912. Noticeable in all three is a kind of glow, coming from a bright beer served in glassware, which, in my opinion looks mouthwatering. I would happily want to try one of these beers!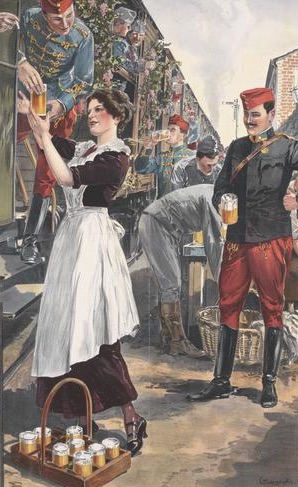
 The last two examples are slightly different: both from 1916, they show Austrian-Hungarian soldiers being served beer. The beer has an amber to golden colour, and is distinctly paler than in the other pictures that I showed here. Both are from brewery ads (the top one from the Hungarian Dreher brewery, the bottom one from Hütteldorfer brewery, Vienna), and mostly reflect the ongoing change in beer fashion at that time, while the previous examples are mostly from pictures painted by artists situated in Bavaria, where brown beer remained fashionable for longer than in most other places.
The last two examples are slightly different: both from 1916, they show Austrian-Hungarian soldiers being served beer. The beer has an amber to golden colour, and is distinctly paler than in the other pictures that I showed here. Both are from brewery ads (the top one from the Hungarian Dreher brewery, the bottom one from Hütteldorfer brewery, Vienna), and mostly reflect the ongoing change in beer fashion at that time, while the previous examples are mostly from pictures painted by artists situated in Bavaria, where brown beer remained fashionable for longer than in most other places.