As some of you probably already know, the Oktoberfest Märzen style started out as a strong “pale Viennese” style lager beer brewed by Josef Sedlmayr’s son Gabriel at Franziskaner-Leistbräu in 1871, after he had returned from vocational training at the Dreher brewery in Kleinschwechat. Because of a beer shortage in Munich due to the hot weather, Michael Schottenhamel, who operated a beer stall at Oktoberfest, approached Josef Sedlmayr, who could promptly offer him this Vienna-style lager. It required a permit to sell this stronger-than-normal beer, but once that went through, it was branded as “Märzenbier”, reviving an old term that had been applied to any lager or “summer” beer in Munich until 1799. The rest is history.
Prior to that, Vienna Lager had already been fairly popular in Southern Germany. In my 2020 book, the examples I mentioned were Vienna Lagers by Munich breweries Hackerbräu and Löwenbräu, as well as one from Würzburger Hofbräuhaus and another one from Mainzer Aktien-Bierbrauerei.
What I hadn’t looked into in detail at the time was which one was the first “Vienna Lager” brewed outside of Austria. At least the German-speaking sources that I’ve been able to consult point towards two breweries that successfully brewed the style quite early on. One was brewed at Weihenstephaner brewery in Freising, during the 1865/1866 brewing season. A first report about that was published on 25 March 1866, mentioning that the brewery had also brewed beer according to the “Viennese method”, and that experts who had recently tried the beer could confirm that it was equal to Vienna Lager in terms of purity, taste and colour.
Very similar news were reported on 6 April the same year about the brewery of Mr. Müller in Drachselsried in the Bavarian Forest, who had also used the Viennese method and also produced a beer equal to the original. And Kemptner Zeitung on 4 April 1866 noted that Viennese beer is slowly gaining acceptance in Bavaria, mentioning Weihenstephaner brewing both Bavarian and Viennese-style beer for this first time.
On 15 December 1867, an ad for Vienna Lager at Hackerbräu was published in a Munich newspaper. In the 1867/1868 brewing season, Vienna Lager really seemed to have taken off in Munich. The Münchner Anzeiger newspaper on 1 January 1868 contained a page half of which were just ads for Vienna Lager. The beers mentioned on the page were Spatenbräu Bock (2 ads, 1/3 of the page) and Löwenbräu “Vienna Beer”, “Vienna Lager” or “Vienna Export Beer” (4 ads, 2/3 of the page).
In 1870, Vienna Lager was also served (and presumably brewed) at the Jagenlauf brewery in Stadtamhof, nowadays a district of Regensburg. And by 1872, a “Mainzer Wiener-Lagerbier” (that’s one way of fitting two place names into a name) was sold in Mainz.
So was Weihenstephan-brewed “Viennese-style lager” the first Bavarian-brewed Vienna Lager, probably even in all of Germany? We can’t know for sure, but it’s at least it’s the first one for which I’ve been able to find hard evidence. The style itself definitely caught on when at least two Munich-based breweries started brewing the style, and by the 1870s, it had spread to other parts of Bavaria and Southern Germany, when a strong version of Vienna Lager became the template for Oktoberfest-Märzenbier that is nowadays internationally mainly known as “Märzen” and was served at Oktoberfest until the 1980s when the paler Festbier took over in popularity.
I’ve previously written about beer at Oktoberfest, like which breweries’ beers were served in 1843, or about various breweries and beers between 1882 and 1936 that we know of from Oktoberfest programmes and newspapers.
The whole question interests me for a particular reason: it shows that the current restrictions on beer at Oktoberfest, namely that it can only be from one of the “traditional” breweries from Munich whose beer conforms to the Oktoberfestbier PGI regulations, which requires them to have a well going several hundred metres deep down, are not rooted in the festival’s own history. It is essentially a form of regulatory capture to make it exclusive to Munich’s big 6 beer brands that has been successfully defended in court before. German online magazine Legal Tribune Online has criticised the restrictions of market access as a “cartel” in the past, and how the city of Munich may possibly be violating antitrust laws with the current practice.
The reality is that beer used to be much more diverse in the 19th and early 20th century than it is nowadays. But if you want to experience a traditional Volksfest with 20+ different beers available, you need to go to e.g. Forchheim for Annafest, because Oktoberfest is not that place anymore.
The two years 1895 and 1896 are in my opinion particularly interesting because there were quite a few really unusual und (at least from our modern perspective) unexpected breweries present in Munich:
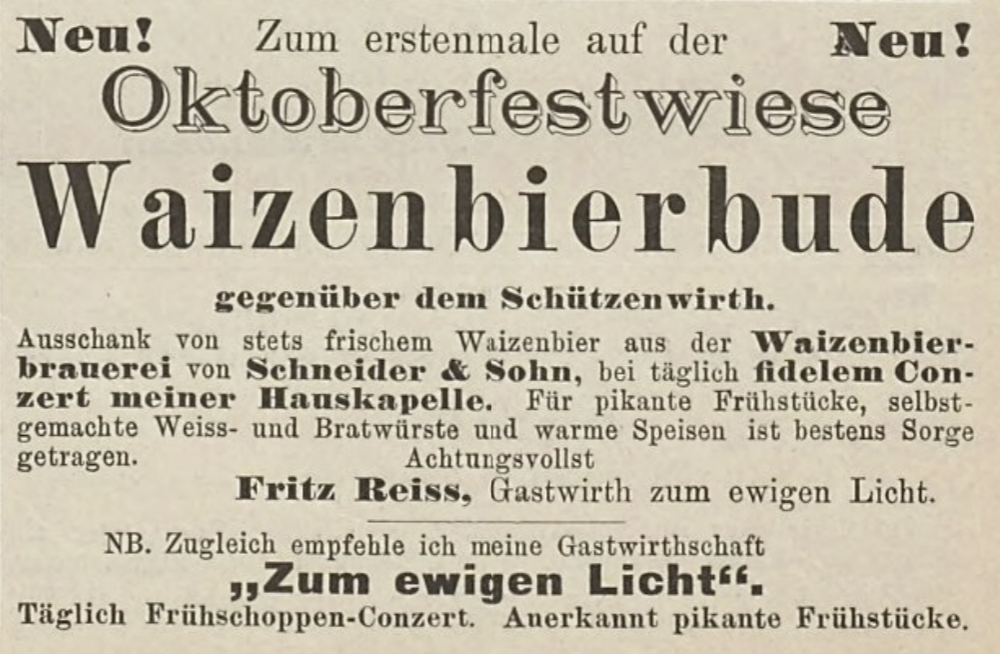
There was of course the Dreher brewery from Kleinschwechat, the original inventors of Vienna Lager, who were first able to serve their beer at the Wiesn’n in 1895. The same year was also the very first time a dedicated Weißbier stall was allowed, the rights for which were won in an auction by restaurateur Fritz Reiss, who then served wheat beer by G. Schneider & Sohn. And then there were specialities like Thomasbräu serving their Pilsner in addition to the regular Märzenbier.
An ad for the “Waizenbierbude” (wheat beer stall) in 1895. (Source)
As I’m still working on my upcoming book, I got a bit sidetracked today while researching a few details to tie up some loose ends, and came across a lot more detailed list about all the beer stalls at the Oktoberfest 1895 and 1896, and it shows how great the variety in beer and breweries was back then. So here’s the list of all breweries that were served at the beer stalls 1 to 26:
Franziskaner Leistbräu
Zacherlbräu
Gambrinusbrauerei
Löwenbräu
Pschorrbräu
Löwenbräu
Münchner Kindl
Spaten
Dreher, Kleinschwechat near Vienna
Bergbräu (Henninger), Munich-Giesing
Münchner Kindl
Salvator-Brauerei
Kochelbräu
Thomasbräu
Hacker
Bürgerbräu
Augustiner
Thomasbräu
Pschorrbräu
Pschorrbräu
Pschorrbräu
Pschorrbräu
Pschorrbräu
Pschorrbräu
Pschorrbräu
Pschorrbräu
In addition to that, there was also the wheat beer stall that was unnumbered and actually a bit away from the other beer stalls, that served G. Schneider & Sohn.
And yes, that’s a lot of Pschorrbräu stalls! The source with all beers as well as a list of all the restaurateurs and how much they paid at the auction can be found in the Bayerische Gastwirths-Zeitung issue dated 25 August 1895. At the time, the beer of some stalls was not known yet (such as stall no. 3 and 9), and for no. 25 the beer changed later. We know this from ads for these particular stalls that were published in the official Oktoberfest programme.
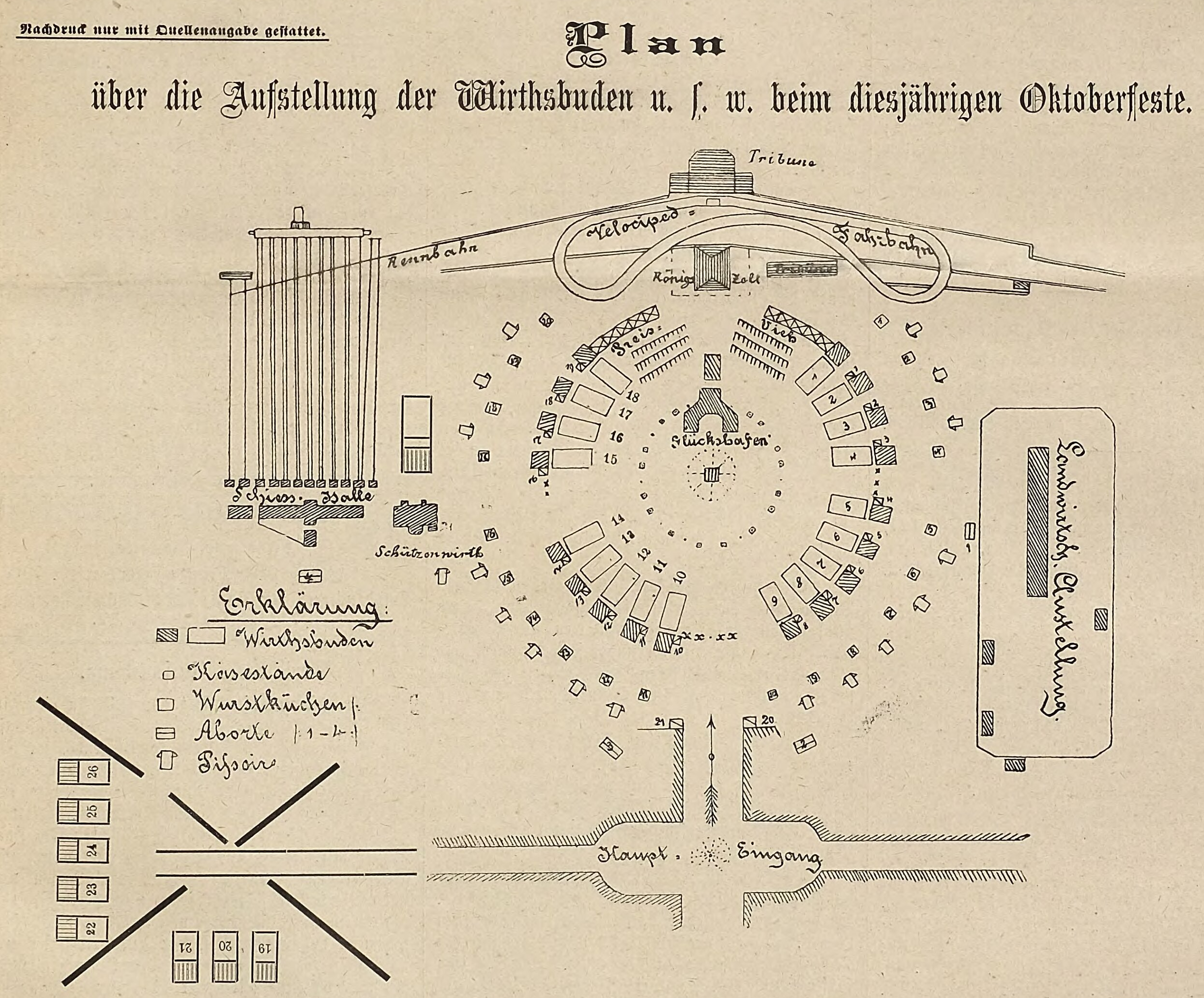
We even have a plan that shows the layout how all the stalls were laid out on Theresienwiese:
Map with the locations of all the stalls at Oktoberfest 1895, including all beer stalls, cheese stands, sausage stands, toilets and urinals. (Source)
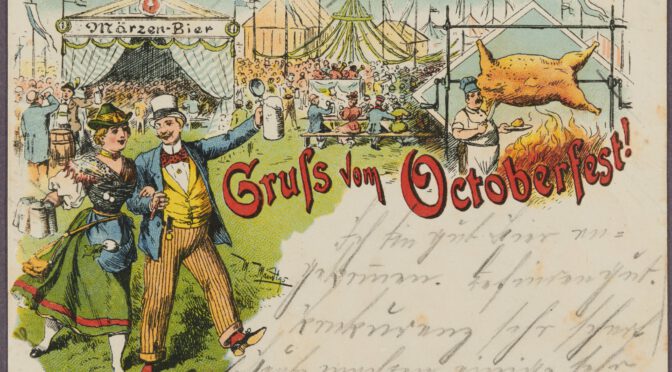
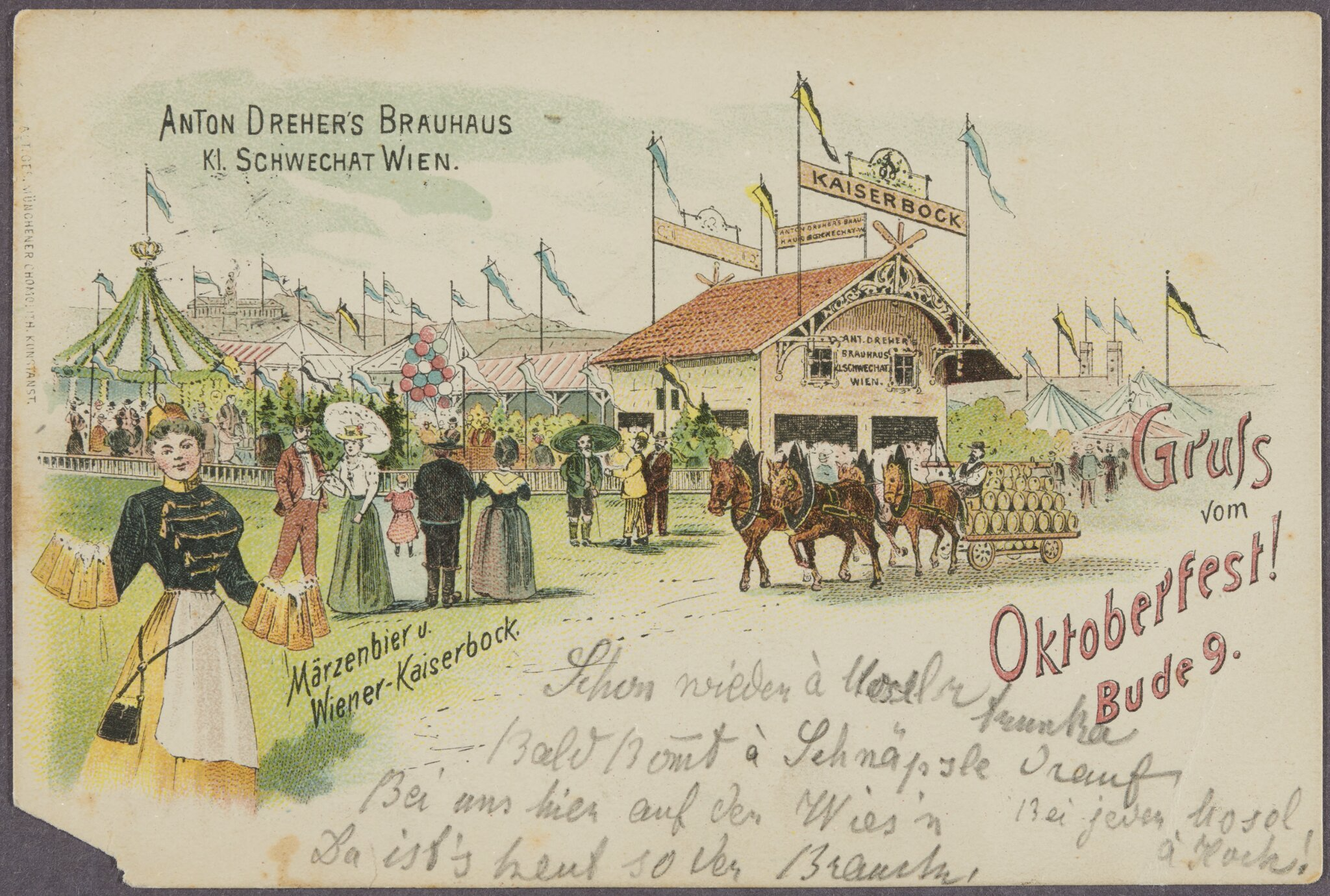
These stalls at the time were nothing like the modern massive beer tents. You can get a good idea what these beer stalls were like from this 1897 postcard of the Dreher beer stall:
1897 postcard showing the Dreher beer stall at Oktoberfest. It shows a waitress in black and yellow uniform carrying beers, a dray with beer casks, the beer stall itself with a beer geraden behind it, Oktoberfest visitors, and other tents in the background. The beers advertised were Märzenbier and Wiener Kaiserbock (Source)
In 1896, the choice in beers slightly changed compared to the previous year:
1896 ad for Bürgerliches Brauhaus Budweis at stall no. 4 (Source)
At least in the years 1895 and 1896, it was not unusual to have “foreign” beer from outside Munich served at Oktoberfest, like Vienna Lager/Märzen from Dreher, pale lager beer from Budweis, or Franconian lager from Kulmbacher Export brewery.
In the reconstruction of everything related to historic Vienna Lager, there is one piece missing that I’ve not been able to conclusively reconstruct so far: its water profile, and in particular, the water profile at Kleinschwechater Brauerei, where Anton Dreher first brewed Vienna Lager.
People who read my book on the subject are probably already aware of this, but for those who are not, a quick recap of the water situation there: the original Kleinschwechater brewery was located next to Kleinschwechat’s cemetery. The cemetery was on Löss soil (wind-blown silt sediment), while the brewery’s wells were dug into soil consisting of alluvial resp. diluvial gravel. By 1869, the brewery had four wells that had gone bad due to contamination from brewery and animal waste, so two further wells had been dug in the garden next to the brew house. Of these two wells, one’s water was used for brewing, for which we have a chemical analysis conducted in 1868 by Johann Karl Lermer. It looks like this:
Specific gravity of water: 1.00074
Total dissolved solids: 0.380 grams per litre (=380 mg/L)
Ash content: 0.296 grams per litre
Organic matter: 0.084 grams per litre
The dissolved solids were analysed and their constituents were listed in percent:
Sodium chloride: 2.53%
Chlorine: 3.86%
Sodium: 3.45%
Potassium: 3.94%
Calcium carbonate: 22.75%
Magnesium: 11.27%
Iron oxide: 0.30%
Sulfuric acid: 18.03%
Phosphoric acid: 0.22%
Carbon dioxide: 24.42%
Silicic acid: 2.52%
Organic matter: 1.49%
(please note that I think I previously misidentified the “Kalk” in the original German text as calcium oxide. It more likely means calcium carbonate, which I corrected in this list)
This is fairly detailed, but how does this get us to a modern water profile consisting of carbonate hardness, calcium, magnesium, sulfate, chloride and sodium? So here’s my attempt of trying to reconstruct that. Please be aware is that my last time I had chemistry lessons was 23 or 24 years ago. I also never thought myself to be a particularly good chemistry student.
I started off with the individual weight of each of the chemical compounds: 380 mg/L is equal to 380 ppm. Applying the percentage to the 380 ppm of should give us the respective ppm of each compound. Please note that I only listed the ones relevant for our water profile:
Sodium chloride (NaCl): 9.6 ppm
Chlorine: 14.7 ppm
Sodium: 13.1 ppm
Calcium carbonate (CaCO3): 86.4 ppm
Magnesium: 42.8 ppm
Sulfuric acid (H2SO4): 68.5 ppm
Carbon dioxide (CO2): 92.8 ppm
I then looked up the molecular formulas for each of the chemical compounds, as well as the molar masses of all the elements found in each of the compounds.
So now let’s use this data to reconstruct what we need in our water profile.
Carbonate Hardness
Carbonate hardness is basically the concentration of HCO3–(hydrogencarbonate) ions. While we do not have this one available directly, we can reconstruct the amount from the amount of CO2. The molar mass of CO2 is about 44.0088 g/mol, so adding the mass of one H and one C gets us about 61.01604 g/mol. When we apply this to the ppm of CO2 (92.8), we get an HCO3– concentration of 128.7 ppm, or 5.9 °dH (German degrees of hardness).
Calcium
For the calcium content, we need to go the other way, and look at the calcium content of the calcium carbonate. CaCO3‘s molar mass is about 100.0088 g/mol, while Ca’s molar mass is just 40.08 g/mol, so the 86.4 ppm of calcium carbonate should translate to about 34.6 ppm of calcium, or 4.8 °dH.
Magnesium
That one is easy, because it’s listed directly, with 11.27%, which translates to 42.8 ppm.
Sulfate
The sulfate ion is SO42-, so we should be able to reconstruct it from the sulfuric acid (H2SO4) content, following the same approach as with the calcium. H2SO4‘s molar mass is about 98.08 g/mol, while SO42- is about 96.06 g/mol, so the reconstructed sulfate content should be 67.1 ppm.
Chloride
Chlorides are either chlorine ions or chlorine atoms bound to molecules by a single bond. In Lermer’s analysis, we have two chemical compounds that involve chlorine atoms: chlorine, and sodium chloride. From the chlorine, we can simply assume the same ppm (14.7 ppm), while for the sodium chloride, we need to calculate its portion (5.8 ppm). When we add both, the total chloride content should be 20.5 ppm.
Sodium
Similar to the chlorides, we have two chemical compounds that involve sodium atoms: straight up sodium, as sodium chloride. Following the same approach, we can take the ppm of sodium (13.1 pm) and add the sodium portion from the sodium chloride (3.8 ppm). This means we end up at 16.9 ppm sodium content.
The final water profile
With all this, we end up with this water profile:
Carbonate hardness: 128.7 ppm, or 5.9 °dH
Calcium: 34.6 ppm, or 4.8 °dH
Magnesium: 42.8 ppm, or 9.9 °dH
Sulfate: 67.1 ppm
Chloride: 20.5 ppm
Sodium: 16.9 ppm
My question to all you people out there with a better knowledge of basic chemistry than me: does this make sense? Provided the German terms for the individual chemical compounds that I translated to English mean exactly what I think they mean, does it make sense to derive the amounts of ions in the water from the amount of molecular compounds determined in that chemical analysis?
Please let me know in the comments whether this attempt of reconstructing the historic water profile of Vienna Lager at Kleinschwechater brewery (at least as analysed in 1868) makes sense or not.
(thanks to Ben for proofreading the article before I published it)
2024 was an exciting year. For the first time, I was invited to speak at a conference about one of my favourite topics, Vienna Lager, and not just at one conference, but actually two. First at Heimbrau Convention (HBCon) in Romrod back in March, and most recently, at Sympozjum Piwowarów in Kraków, Poland.
Beyond just talking about Vienna Lager, both events were great: at HBCon, I learned everything there is to learn about brewing beer like Mönchsambacher Weihnachts-Bock which I then used later on in a home-brewed Franconian-style Kellerbier, drank lots of excellent home-brewed beers, and met up with lots of other homebrewers, while in Kraków, I got to meet people from the Polish craft beer scene as well as see a few super interesting talks about the history of Porter, the latest brewing trends in the US, and a rather enlightening introduction to the human sense of smell and taste.
I also managed to go to Bamberg 3 times. First, as a farewell to a good friend and beer aficionado who moved from Berlin to Bishkek earlier this year but had never been to Franconia before; then to celebrate my good friend Ben‘s 30th birthday by doing a crazy day trip where we took the first train in the morning from Berlin to Bamberg, went all over Bamberg, and then went home on the last train; and finally, as a place to stay and visit BrauBeviale, the annual brewing and beverage industry fair in Nuremberg. For a slight change, we ventured a bit further out and did a day trip to visit the breweries Hummel and Wagner in Merkendorf and Höhn in Memmelsdorf, followed by a leisurely Frühschoppen trip to Zur Sonne in Bischberg the next day, all breweries we had not been to before that were easy enough to reach by public transport (if you pre-plan your trip a bit).
For my 40th birthday, my wife got me a two week trip to the US, which we of course used as a beery holiday and as an opportunity to meet people we had previously only known or talked to online or heard of their beers. Our main stops were Chicago, Austin, and Boston, with visits to Dovetail, Goldfinger, Live Oak, Notch and a few more. It’s safe to say that the American craft lager scene is very strong and is brewing tasty, diverse beer at a high technical level, combined with an incredible enthusiasm for the products they create.
And at the beginning of October, I even managed to visit Oktoberfest and the Augustiner tent on the festival’s very last day.
On the beer writing side, I did not manage to get any new big projects started, but I was nevertheless productive: in 2024, I wrote and published 31 blog posts (including this one), adding up to more than 31,000 words. In terms of page views, these are the top 5 most often read articles of 2024 that I wrote in the same year:
I was a bit surprised to see just how popular my blog posts about Augustiner’s new beer, an alcohol-free Helles, had gotten, but then, non-alcoholic beers with ≤ 0.5% ABV have been the big new trend in 2023 and 2024, with overall quality of beers massively improving compared to 5, 10, 20 years ago. At Oktoberfest, I then experienced the new Augustiner beer in its absolutely best state: properly cold and served fresh on draught by the liter, it is a delight that is virtually indistinguishable from the regular strength beer. I didn’t miss the alcohol in the beer, because it didn’t feel like it was actually missing, and there were none of the off-flavours typical for alcohol-free beer that would have reminded me of the fact what I was drinking.
Cheers to that! And while I don’t have any other big beer history project lined up, I still have a few more interesting topics that I want to further research and discuss in this blog. Watch this space.
Earlier this month, I was invited to speak at the Sympozjum Piwowarów (lit. “Brewers’ Symposium”) in Kraków, Poland, which happened on 10th to 11th December, 2024.
At the Heimbrau Convention in Romrod earlier this year, I met the President of the PSBR, the Polish Association of Craft Breweries, who invited me to talk about the history of Vienna Lager, which I gladly accepted.
The journey from Berlin to Kraków is straightforward, but not exactly fast: a direct train line connects both cities, but it takes about 7 hours in each direction. On the positive side, PKPIC, the Polish train company operating InterCity trains, seem to be operating more reliably and more on time than Deutsche Bahn (DB), and even apologised for slight delays that would still be within DB’s definition of “being on time”.
On the evening before the conference, we attended the party for conference attendants. We didn’t stay too long, but it was great to meet a few people and shake a few hands. The conference venue was Klub STUDIO, a bit outside the city center, in the middle of what seemed like blocks and blocks of student accomodation. One of the great things about it though is that it comes with a brewery, Browar Górniczo-Hutniczy.
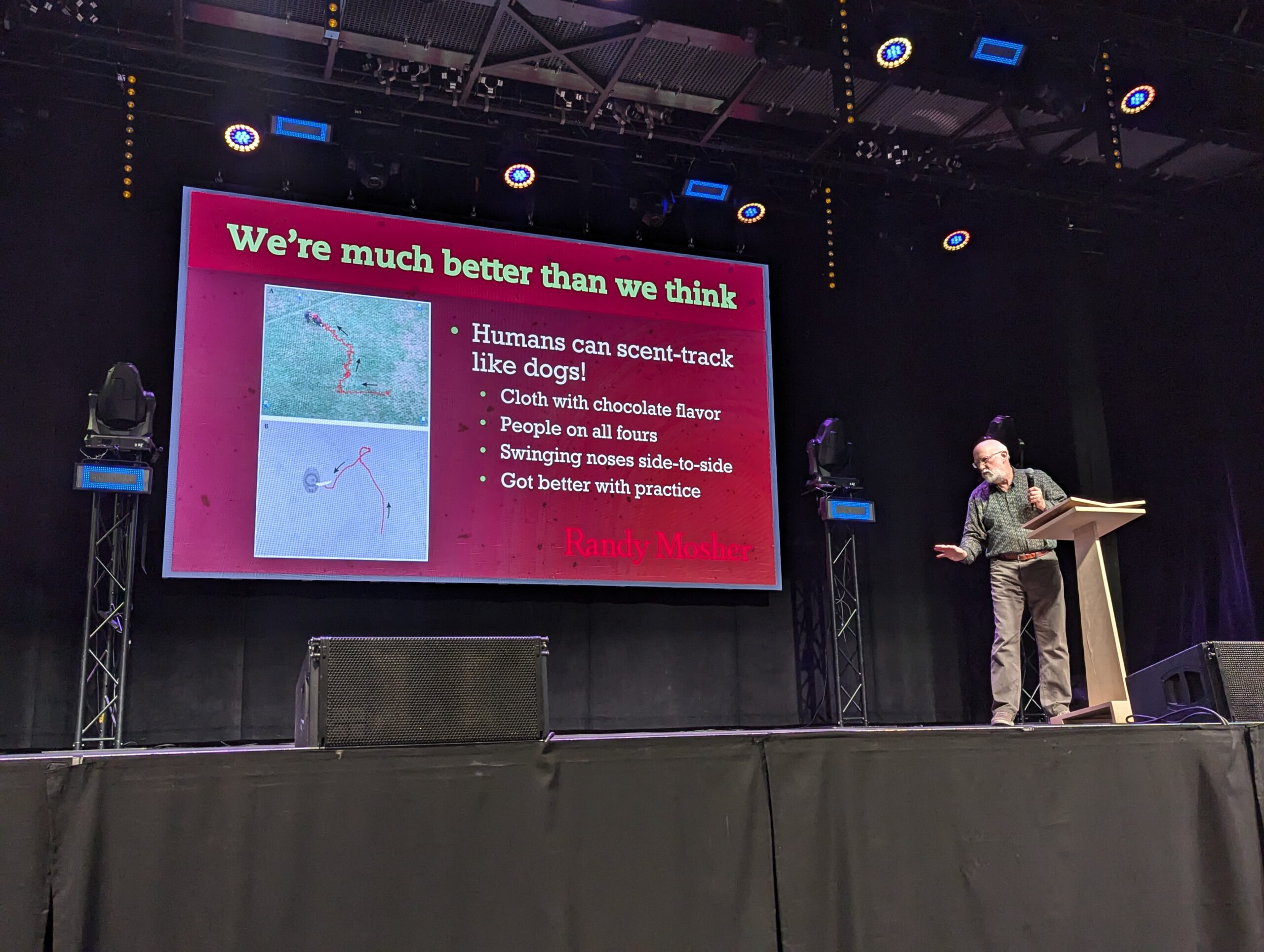
On the first day, I watched the talks of Randy Mosher, who spoke about the scientific taste of smell and taste, which was very enlightening. From what I understand, he’s been working on a book about that very topic, which should be out in 2025.
Randy Mosher on the stage. Behind him, a slide that says “We’re much better than we think. Humans can scent-track like dogs! * Cloth with chocolate flavor * People on all fours * Swinging noses side-to-side * Got better with practice”.
Right after that was Jamie Bogner’s talk about the latest trends in American craft brewing of 2024. Jamie Bogner is the co-founder and editorial director of Craft Beer & Brewing magazine. Of course, a lot of these trends are around IPAs, but these points stood out:
Hazy DIPAs are less and less consumed on draught, but more in packaged formats.
Lower ABV versions are more popular.
Hazy IPAs are branching out into further sub-categories, such as beers driven by Citra/Mosaic or NZ hops.
Noble hops are increasingly getting integrated into IPAs
Flowable hop products (flavour extracts) help with reducing loss and increasing intensity.
Most award-winning West Coast “IPAs” are fermented with W-34/70 these days.
Crystal malt has seriously fallen out of fashion, as customers want very pale beers (at least when it comes to West Coast IPA).
Jamie Bogner on stage, on the screen there’s a slide with the headline “American Brewing Trends December 2024”
After that talk, we talked to some of the people at the company stands. As the next scheduled talks were all in Polish, we decided to visit the stained glass museum instead, then went to visit the Kraków Christmas market, and finished with a few beers and dinner.
The next day, Martyn Cornell did his presentation on the history of Porter. Martyn said that he hopes that his book on the subject matter should get published at some point in 2025, and after seeing his talk, I’m even more looking forward to it than before.
Marty Cornell on stage, with the title slide on the screen, saying “Porter, the beer for working class Londoners that conquered the world”
My talk was right after Martyn’s, in which I briefly talked about how Vienna Lager was created, why it went extinct in Austria during World War I, and how it used to be brewed during the 19th century, based on historic sources. I all went okay, except I ran out of time a bit. No matter how well I thought I had prepared the talk and timed it, I still overran because speaking at home apparently is an entirely different thing than speaking on a stage.
Right after my talk, I had to leave quickly as I had an appointment in the National Archives in Kraków to review a few documents that I had ordered. I have yet to fully review the material I’ve taken pictures of, but I’m sure you’ll see a blog post or two in the next few days or weeks about it.
After the visit to the National Archives, we had early dinner (I had my first pierogi at a proper sit-down restaurant) to return to the venue for the Kraft Roku 2024 award ceremony. Kraft Roku (lit. “Craft of the Year”) is Poland’s craft beer competition. Even though we understood very little (Google Translate in camera mode at least helped me understand the text on the big screen), it was still great fun, the Górniczo-Hutniczy beers we had also helped.
The audience at the Kraft Roku award ceremony
We stayed at the party afterwards as long as we could, but eventually needed to leave because we had to catch our train back the next morning.
Overall, Sympozjum Piwowarów was an excellent event. Lots of very good presentations (though I couldn’t exactly understand many of them), lots of interesting people to meet, and just an expression of how active and enthusiastic the Polish craft beer scene is. As a friend of mine noted, in Germany you either have a very academic-industrial approach to beer, or you have the home-brew scene, but nothing in between. Well, this symposium exactly filled that “in between” gap.
(full disclosure: both train journey and hotel were paid for by the Sympozjum Piwowarów organisers for me and my wife)
One question I’m often being asked is whether Vienna Lager from 100% Vienna malt is actually correct because when you look at beer style guidelines (most, often, the BJCP style guidelines), the minimum colour is often darker than what you’d get from just using Vienna malt.
This seems to have caused insecurities even among seasoned brewers who are otherwise well-informed about historic styles, as they sometimes get confronted by know-it-alls in their brewery taprooms.
One thing I always need to point out and remind people of is that style guidelines are primarily for competitions. They are neither prescriptive (there’s no beer police that will arrest you for brewing something out of style!) nor exhaustively descriptive. They define a subset to set the limits specifically for brewing competitions. You can brew whatever you want, even if it doesn’t match any specific style. That’s how new beer styles get created!
One criticism of mine in the context of Vienna Lager is that style guidelines (in particular BJCP) aren’t exhaustive enough to include historic Vienna Lager. That means that a historically accurate Vienna Lager probably wouldn’t fare well in a beer competition, most likely because it’s paler than what the style guidelines say.
But there’s hope on the horizon: when the Brewers Association (BA) released their 2024 style guidelines, I of course had to look at what they say about Vienna Lager. To my surprise, the minimum colour in the BA guidelines was 12 EBC, which is roughly what you get from 100% Vienna malt at 12-13°P OG. Finally somebody got it right.
I then noticed that this wasn’t even a recent change, so I looked at all the important specs (min/max OG, min/max FG, min/max ABV, min/max bitterness, min/max colour) from 2014 until 2024.
The change in minimum colour already happened in 2022 when it was set as 12 EBC, down from 20 EBC the year before. Before 2017, it was even as high as 24 EBC.
In terms of bitterness, this has always been the same (22-28 IBU), same for ABV (4.8-5.4%) and OG (11.4-13.8°P). Only in 2024, the FG range somewhat changed: before that, it was 3.1-4.6°P, but since the 2024 version, this has been somewhat narrowed to 3.1-3.9°P.
A historic Vienna Lager, like it was likely brewed in the 1870s, with its 4.6% ABV, 13.25°P OG, 4.25°P FG and 12 EBC colour would fall just slightly outside of these style guidelines, but probably be close enough so that this wouldn’t be noticed during a blind taste test.
It most definitely is a major improvement compared to what the BA style guidelines used to be 10 years ago, or even compared to the most recent BJCP style guidelines.
So if you’re a brewer and you face the problem that your Vienna Lager from 100% Vienna malt and otherwise inspired or informed by historic Vienna Lager brewing is claimed to be “out of style” outside of a competition, just point people to the latest Brewers Association style guidelines.
This is the second part in my series about some of the excellent lager beer that I had on our trip to the US in June 2024.
Goldfinger Brewing Company (Downers Grove, IL): History and Community
I had first been in touch with Tom Beckmann, the founder and brewer of Goldfinger Brewing Company, a few years ago, when they had first launched Danube Swabian, their interpretation of a historic Vienna Lager based on specs from my book about the beer style. I found that truly honouring, not just that somebody makes product decisions and takes a certain business risk based on things I like to write in my free time, but the extent to which Tom implemented it was better than I could have ever hoped.
Tom is a big proponent of decoction mashing, so that was of course an element of this beer, but I think what influenced the character of the beer even more was the decision to recreate a historic Vienna malt, in cooperation with Sugar Creek Malt in Lebanon, Indiana. Using Haná barley grown in Indiana and the description from my book of how Vienna malt used to be made historically (with some adjustments), they recreated a Vienna malt quite close to the historic original.
Downers Grove is an easy 50 minute train ride away from Chicago Union Station. Add 10 minutes of walking, and you’re at Goldfinger’s taproom. When we did our trip on a Saturday, it was quite rainy. Several people in Chicago later told me how the weather was “icky”, but I actually enjoyed that, and taking the commuter train through some of Chicago’s southwestern suburbs was surprisingly relaxing.
Tom had mentioned that he was at a “brewery of the month” event in a local market hall and that he was going to join us later, so we just sat down in the busy taproom and ordered beers. Goldfinger Original (a Helles) for Louise, their regular Vienna Lager (of course!) for me.
On the front right, a Tübinger glass with Vienna Lager. Behind it on the left, a Helles in a Tübinger glass. Both beers have a very dense, white head.
With a very recent impression of Dovetail’s excellent beers, these two were quite different. Well, as different as beers of the same respective styles could be. What I very much noticed about the Vienna Lager was a slight residual malt sweetness, and I was somehow immediately transported back to Czechia, but was also reminded of the historic example I had brewed years ago myself.
Yes, if Dovetail’s Vienna Lager is Franconian in its character, then Goldfinger’s Vienna Lager is very much Czech in the best way possible. This is not a judgment of relative quality, in my book both are equally excellent and without exaggeration some of the best Vienna Lagers I’ve ever had.
The beer was so good, I tried not to down it too quickly. Eventually, Tom arrived, and we got chatting, first and foremost about his brewery, his family history (Goldfinger brewery is named after Markus Goldfinger, a brewer and brewing equipment manufacturer from Kraków in modern-day Poland, and an ancestor of Tom), and of course about his beers.
Oh, yes, the beers: I tried all of them on the menu. I don’t remember all the details of all of them, but a lasting impression for me was that every single one of them was absolutely flawless, full of flavour, and so enticing that you would have wanted a second one of every single one of them. Goldfinger Original, Vienna Lager, German Pils, Mexican Lager, Heller Bock (it was the end of Maibock season, after all) and Hefeweizen were on tap, and all of them excellent examples of their respective styles. Not just excellent, but formulated and brewed to absolute precision.
Specifically for the German Pils, Tom told us that he was inspired by Tegernseer Pils when he spent time in Bavaria as part of his brewing education at World Brewing Academy (a cooperation of Siebel in Chicago and Doemens just outside of Munich). While it wasn’t an identical clone, I absolutely got the similarity. Bavarian Pils, whether it’s from Schönramer, Augustiner, Tegernseer or Hofbräuhaus Traunstein, is the best Pils in Germany in my book, and Goldfinger’s German Pils plays in the same league with its fine hop aroma and incredible drinkability.
Of course, no visit to a brewery is complete without a tour around the brewery facilities themselves.
Goldfinger’s brew kit.The view from the steps of the brew kit towards at least 10 horizontal lagering tanks stacked on top of each other, as well as a cylindroconical tank and two homebrew-sized cylindroconcial tanks. In the background, parts of the brewery taproom can be seen.
You could tell by the size of everything that Tom has big plans for Goldfinger, and fortunately still lots of space to expand to.
While showing us around, he told us about some of the approaches he takes when it comes to ingredients. What I found interesting is that he uses domestic base malts from large producers such as Rahr, then local craft malts from Sugar Creek, and imported malts from e.g. Weyermann, and blends them as he sees fit.
We got to try a sample of Sugar Creek Pilsner malt, it was the most complex tasting Pilsner malt I’ve ever come across. Tom was really pleased with the malt, and I can totally understand why. In fact, I’d love to brew with malt like that myself.
Another peculiarity is that Tom is strictly sticking to lager brewing only, so only bottom-fermenting yeast will enter his brewery. You may have noticed earlier that I did drink a Hefeweizen. It was actually a collaboration with nearby Skeleton Key Brewery, where it was also produced (in my opinion, it was as good as some of the better Bavarian versions; in fact, it reminded me of Schneider Helle Weisse).
Similarly with another seasonal beer that I think has been released only a few weeks ago, the New Zealand Lager: when we told him that the first New Zealand Pilsner brewed at Emerson’s in Dunedin was actually just fermented with US-05 (a top-fermenting American ale yeast strain) at cool temperatures, Tom insisted that he’d only ever brew the style as a bottom-fermented beer.
To be completely honest, I can’t exactly remember whether we tried the NZ Lager from the tank because we tried so many beers that afternoon, but what we most definitely sampled was the Märzen and the Summer Beer. The Summer Beer was also released recently, and was inspired by Anchor Summer Beer. It’s not a clone, but Tom was apparently so impressed by the original, he took all the elements he liked so much about it and recreated them in this summerly 4.0% ABV beer.
The Märzen on the other is a completely different beast, at (IIRC) just over 6% ABV. It’s amber-coloured and has the right amount of malt flavour to make it taste distinctly like the style it’s supposed to be. I also remember a slight residual sweetness, but the beer itself was the opposite of cloying. I could see myself leisurely drinking a few Maß of that beer over the course of a long afternoon in a beer garden or a beer tent. And there was just something about it that very much reminded me of Ayinger’s Festbier of which I once had an unfiltered sample from the lagering tank.
Tom Beckmann squatting in front of one of the lagering tanks, pouring samples of Märzen straight from the tank’s Zwickel. In the background, the people in the taproom can be seen through a large window.
(when you have an Austrian go to a small brewery in Chicagoan suburbia, drink their beer and suddenly reminisce about all the great Bavarian beers it reminds him of, you know the brewery is doing something very right)
Lagering times are another area where Tom doesn’t compromise. No beer is rushed, and some styles are given even more time to condition and mature, like the Märzen which gets a full 6 months of lagering, much longer than what even contemporary Bavarian breweries would do.
We eventually had to catch our train back to Chicago, so just before we were about to leave, Tom surprised us with a four-pack of Danube Swabian as well as some Goldfinger merch. I had assumed that batch of beer was completely sold out and gone, but he had kept a few. What a fantastic gift!
A selfie of a very happy me with Tom Beckmann, holding said four-pack of Danube Swabian in my hand.
I managed to sample the beer when we were finally back in Berlin (at the time of writing, I still have 3 cans in my beer fridge), and there is definitely something special about it. It’s ever so slightly paler than a Vienna Lager made from modern Vienna malt would typically be, but it has a complex malt aroma and flavour that decidedly makes it not a Pilsner. To me, being able to drink that beer means so much, as I never would have thought 4 or 5 years ago when I still worked on my Vienna Lager book that it could inspire people around the world to do such meticulous collaborative work and create the most faithful reproduction of a historic Vienna Lager as of now.
(for the record, Westerham Brewery in Kent is a very close second, which got Crisp Maltings to produce a Haná Vienna malt; I unfortunately never got to actually try it).
Besides the beer and the brewery itself, there were things that particularly impressed me about Goldfinger after my visit: a deep understanding of their own history, and a great sense of community.
The History
While Goldfinger Brewing in Downers Grove, IL, was only founded in 2020, Tom’s family’s connection to brewing goes back to the 19th century, when his ancestor Markus Goldfinger had founded a brewery in Kraków in 1874. When you enter the brewery, the entrance area is basically a mini exhibition about Markus Goldfinger and his brewery and brewing equipment business. Tom even owns a historic Goldfinger-branded tap from the time period.
The close connection to this history absolutely resonated with me. Naturally, I was interested in how much I was able to find out about Markus Goldfinger myself. And it turns out, a few things:
Markus Goldfinger officially registered the firm “M. Goldfinger” on March 20, 1874 at the company register at the Imperial-Royal Regional Court in Kraków (source).
His son Samuel got married in Vienna on March 5, 1889 to Sidonie Silberstein, to which Gambrinus, one of the Austrian brewing and hop trade newspapers at the time, congratulated them. Markus Goldfinger is acknowledged as Brauherr (brewery owner) in Kraków (source).
In the following years, his name appears several times in guest lists of the Austria spa town of Baden bei Wien, e.g here. In later years, his profession is simply described as Kaufmann (i.e. merchant or business man), and I wonder whether it has to do with a shift towards his brewing equipment business.
What got me excited the most though was when I found Markus Goldfinger’s name in a short list of breweries of Kraków, in an index of breweries, distilleries and sugar factories in Austria-Hungary from 1880 (source).
One of the other names appearing in this list is Johann Götz. He was a cousin of Anton Dreher, and was working as brewing foreman (basically head brewer) at Kleinschwechat where he helped invent and brew the very early Vienna Lager, until 1845, when he left Kleinschwechat and founded Okocim Brewery in what is nowadays Poland. While I don’t have definite, conclusive proof, I would say that it’s extremely likely that the few brewery owners of Kraków at the time must have all known each other. At least in Vienna and its suburbs, the brewers all had a Stammtisch where they met regularly. So quite likely, Markus Goldfinger hung out with Johann Götz, someone very closely connected with the invention of Vienna Lager, and discussed the latest innovations in the brewing world.
One of the things I have yet to find out more about is something Tom told me about: Markus Goldfinger apparently owned a number of patents on various brewing equipment he had developed. Unfortunately, in the Austrian Patent Office’s online archive of historic “privileges” (“Privileg” was the historic term for what is nowadays a patent), nothing seems to come up, so either it’s not been digitised yet or is simply not in the archive.
In any case, Tom’s interest in the history of brewing and how he connects it with his brewery was just astounding to me, and definitely showed to me how much thought he put into everything in and around the brewery.
The Community
But Tom isn’t just celebrating the history of brewing with Goldfinger, the brewery also seems to be very community-focused. I first noticed this when we visited the taproom. The weather was quite miserable, there weren’t that many cars parked outside, and yet, the taproom seemed almost full, at a brewery that only serves lager beer styles in a country with a beer scene that is now infamous for its obsession with IPAs. So very clearly, there must be something special about the brewery and the beer that attracts people to just go there (and I guess, quite a few people made it part of their Saturday afternoon walk, or even walked there despite the rain).
We were made really welcome already when we ordered our first beers, everyone of the staff were super friendly and explained everything they offered and did (when I first ordered my Vienna Lager, I asked for a “large” beer, assuming it would be small 0.3l and large 0.5l pours; no, the large option is indeed a Maßkrug, and I was kindly warned about this, LOL).
When you follow the brewery on Instagram (please do!), you will also notice that quite often, visiting food trucks are regularly being announced which also seems to attract quite a crowd. An even cooler event are the monthly tappings of Stichfässer every first Tuesday of the month, just a cask of gravity-poured beer, each time tapped by a different guest tapper from another local brewery. If I lived anywhere near Downers Grove, that alone would be a good reason for me to visit regularly. Most recently, an unfiltered, only briefly lagered version of their Pils was served (a true Keller-Pils), while the month before that, a sneak peek of the Märzen was served, when it still had 3 more months to lager.
The other aspect of community is how Tom interacts with everyone in the beer scene, whether it’s customers at the taproom, professional brewers or beer writers like me. I felt incredibly welcome, and Tom was just such a lovely and generous host that made my visit truly memorable. He also brings together brewers (like inviting guest tappers for the monthly Stichfass), and connected me with head brewer Dusan at Live Oak in Austin, TX (more about them in my next post) for which I’m really grateful. Also, my friend Colin who happened to visit the brewery with his family just a day before us seemed taken aback when he mentioned that he had spoken to Tom, and Tom had remembered him from his only other visit several years back.
So, yeah, Goldfinger Brewing in Downers Grove, Illinois is one of the top places in the US for amazing lager beers and to spend a great time in a vibrant and yet relaxed atmosphere. If you’re ever in Chicago, don’t miss out on their beers, and say hello to Tom if he’s there.
If you want to hear about all this from Tom himself, Craft Beer & Brewing have recorded a podcast with him last year, and if you want to brew one of their beers (and are a subscriber to Craft Beer & Brewing, which I really recommend #notanad), you can find the recipe for Smoked Helles (a collaboration with Fair State Brewing Cooperative) here.
Remember how rainy it was on Saturday, June 1, 2024 in Downers Grove, Illinois? Pepperidge Farm remembers.
My wife and I spent the first two weeks of June 2024 in the US for our holiday. I got this trip as a gift for my 40th birthday last year from my lovely wife (lucky me!): we started in Chicago, IL, then went to Austin, TX, and finished the trip with a few days in Boston, MA.
I could tell you all the details of my trip, and how absolutely amazing it was, but this is not a travel blog. I rather want to talk about beer. More specifically, about lager beer, because that’s what interests me, and that’s what I want to drink. So that’s what I did: lager beers of whatever style available was my first choice when ordering beer in the US. I had plenty of excellent ones, some good ones, some okay ones, and some bland and boring ones. So let me tell you about the outstanding ones, about 4 breweries that I was very much interested in from the start, and which did not disappoint. This is part 1 of a series of articles that I intend to publish in the next few weeks.
Dovetail (Chicago): Franconian at Heart
I had heard about Dovetail quite a few years ago, everyone I know who had visited there had told me that their beers were excellent, so naturally, I just had to go there as well. As I had previously communicated with them by email, I mentioned my intention to visit and say hello, and was invited for a tour around the brewery.
On our first full day in Chicago, our plan was to watch a baseball game (Cubs v Phillies) and then to visit the brewery for a few beers afterwards (Dovetail isn’t far away from Wrigley Field, the Cubs’ gorgeous historic stadium), which is exactly what we did. After ordering our beers (Vienna Lager for me, of course), we were greeted by Jenny Pfäfflin (one of Dovetail’s employees who I’ve known on social media for years) and Hagen Dost and Bill Wesselink, the brewery founders. We were chatting and trying out the beers. By coincidence, another group of people from Canada also visited the brewery to meet Hagen et al, so we also got to say hello to them. It was a pleasant surprise to discover Jordan St. John in the group, who I had followed online for years. The beer world seems so small when something like that happens.
We were eventually shown around by Hagen and Jenny in a private tour of the brewery. Dovetail’s brew kit is very German: a mash tun, a lauter tun, a kettle, and a holding vessel.
Dovetail’s brewing system. From left to right: holding vessel, kettle, mash tun, lauter tun. They are accessible through a gallery via stairs. On the front, a computer panel is installed. Next to the stairs is a small standing desk with lab equipment and documents.
Following a rather traditional vibe, the brew kit is accompanied by a coolship located upstairs, into which wort is pumped after boiling and left to cool there until it’s dropped to 75°C (167F) after which it’s pumped through a plate chiller and into open fermenters (accomplishing the traditional vibe).
As Hagen had to leave but we had so much more to talk about, he invited me to come around another day for me to witness some of their brewing. And that was truly exciting: sure, I got to see somebody brewing on the kit, but most excitingly, I witnessed wort being cooled in the coolship!
A happy looking Hagen Dost leaning against the side of the coolship which is getting filled with wort of the day’s first turn of Hefeweizen, while the room fills with steam.
In my conversation with Hagen, what became clear to me is how well he understands Bavarian and Franconian beer culture, and how much he’s done to discover some great breweries off the beaten path. He then showed us how a coolship was part of the plan when he was brewing with Bill before they had even founded Dovetail: on one side of the room, a small rectangular metal vat was leaning against the wall, which is what they used as a coolship when they still test-brewed on essentially home-brew scale.
But Dovetail isn’t just a German-style brewery: they will brew the classic Central European styles, whether they’re from Germany, Austria, Czechia or Poland, but also do spontaneously fermented beers in the style of Belgian Lambic (they don’t call it that, though). I didn’t try any of the sour beers, but I tried plenty of the others: Helles, Dunkles, Vienna Lager, Lager (their idea of a Franconian Landbier), Sticke (a slightly stronger Altbier), Kölsch, Rauchbier, and Grodziskie. Honestly, I couldn’t fault any of them.
The Vienna Lager is straight to the point: just Vienna malt and Styrian Golding hops. According to Jenny, they occasionally get people complaining how it’s not adherent to the BJCP style guidelines, and they’re right. But neither would have been historic Vienna Lager, and the BJCP is meant for competitions. Dovetail’s Vienna Lager has a certain minimalism about it that just makes it an easy-drinking, uncomplicated beer with the right amount of malt complexity to make it exciting and a beer I could’ve been drinking the whole afternoon/evening (if I hadn’t wanted to try many/most/all of their beers).
The Dunkles was equally good, and exactly what I’d expect in a Bavarian brewery. Hagen later told me it had been inspired by Kloster Weltenburg’s Dunkel. Their Lager was a kind of Helles, similar but different from their regular Helles, and definitely something I’d expect in a small Franconian brewery served as the #1 beer consumed in large quantities by most of the village. Sticke and Kölsch tasted like the Rhineland, the Rauchbier would probably be well-received in Bamberg (personally, it reminded me more of Spezial than of Schlenkerla), and the Grodziskie wasn’t very different from the one I tried a few months ago.
But most importantly, all of the beers had character. They weren’t just very good, clean examples of their respective styles, they all had something about them that made them truly exciting to drink. Some cleaner, some maybe a bit rustic, but all of them with something that just screamed “this is the style in which we brew our beers, and we like it like that” to me.
That’s when I realised that there is something very Franconian about Dovetail, not just in the aspects of traditional brewing (like the coolship and the open fermentation), but also the “house style” that goes into them. At the same time, Hagen is very technically minded: he spoke to me about how they are very specific about certain temperature rests during mashing, such as alpha amylase rest (a mash rest at a temperature range that promotes the activity of alpha amylase, an enzyme that chops down chains of starch first into unfermentable dextrines and if given enough time, eventually into some fermentable sugars), as there are other things happening at around 72°C, such as the extraction of glycoproteins, which are relevant for head retention. Hagen even specifically spoke about glycoprotein rest and how important it was for their Hefeweizen which they brewed that day.
(Back home in Germany, I looked up glycoproteins in brewing literature, and really, Prof. Narziss mentions it in a few sentences in his book)
Four open fermenters in the fermentation room at Dovetail, accompanied by two yeast harvesting vessels.
Hagen also emphasised the importance of the coolship in removing DMS precursors from their wort. What I could contribute was to teach him the German term for that: “ausstinken” (lit. “to stink off”), and that it’s not only used to describe what happens in the coolship, but also in open fermentation, another traditional element Dovetail employs.
All in all, I was really happy with every single beer I drank at Dovetail. I also have to thank everyone at Dovetail, but especially Jenny, Hagen and Bill, for the friendly welcome we received. We actually brought a few cans of their Helles and their Vienna Lager back to Berlin, and they travelled quite well.
Thinking back, there is something quite special about a brewery like Dovetail, something that I wouldn’t be able to find the same way in Germany: I could go there to drink really well-brewed German, Czech, Polish styles, easily at the same level as a good, traditional brewery back in Europe. But unlike here, I could enjoy a whole range of local styles from all over Central Europe at the same time. I don’t know of any brewery that serves a Helles, a Kölsch, an Altbier, a Rauchbier, a Hefeweizen and a Grodziskie all at once, at an incredible quality.
A handled beer glass of Helles on the left, and a Willibecher of Vienna Lager on the right, both sat on coasters on the bar at Dovetail. In the background, a historic copper Grant with swan neck taps for lautering can be seen embedded in the wall.
People who have read my book about Vienna Lager will probably remember the rather formative trip of Anton Dreher to England and Scotland. He went on that journey with Gabriel Sedlmayr as well as two other people, Georg Lederer from Nuremberg and a guy only mentioned by his surname, Meindl, and that he was a brewer’s son from Braunau. At the time of writing the book, I couldn’t find out who that Meindl guy was, and I didn’t really bother as he didn’t seem to have any further influence on Anton Dreher’s brewing experiments and ventures. But recently, my thoughts kept coming back to him, and I decided to find out more who Meindl was.
Searching for beer brewers named Meindl from Braunau first got me to a list of members of the “association for the support and promotion of industry and commerce in Inner and Upper Austria”, listing a “Meindl Georg”, a “civil beer brewer” from Braunau. So we now have a first name, Georg, that should help us quite a bit more.
(in case you’re confused, it’s an Austrian practice to sometimes list the surname before the first name; I myself didn’t realize this was strange until German colleagues of mine commented on it)
My first findings when searching for that name weren’t particularly cheerful, though: Georg Meindl, brewer from Braunau, was put under legal guardianship in July 1840 because of his “proven stupidity”. It’s not clear when this ended or what the exact root cause for this court decision was. At least in 1847 though, he was clearly active as a brewer and seemingly worked on technical improvements to his brewery, when he presented a “beer mashing apparatus” (likely a mash stirrer) constructed according to an “English method” at an industrial exhibition in Linz.
While still working as a beer brewer, Meindl’s personal interests seem to have turned more towards breeding animals, though: he was actively involved in organizing the agricultural fair in Braunau, providing space for the festivities both on his land and in his inn. He also participated in 1855 in the exhibition and prize competitions, showing his Cochin, Brazilian and English breeds of chicken, and placing fourth for a bull of his. At the agricultural exhibition in Linz in 1858, he also exhibited Essex pigs.
Today, Meindl brewery in Braunau doesn’t exist anymore. I have not been able to find out when exactly Georg Meindl’s brewery closed down. As a brewer and businessman, Georg Meindl certainly must have been successful enough, but unlike his travel companions to England in 1833, his work did not have the same impact on the beer industry.
Yesterday, I half-jokingly tweeted that two UK breweries best known for brewing German-style beers brewing a collaboration Vienna Lager is proof that 2021 is the year of Vienna Lager.
This actually made me reflect a bit on what happened since I published my book about the beer style. The book itself was very well received. I really feel like it filled a gap, and cleared up a lot of confusion about the style’s history. Of course, it takes a while to spread that knowledge, and I still come across some of the old myths around Vienna Lager that I was able to dispel.
Red Willow Brewery were the first ones to contact me about their own Vienna Lager. They had recently brewed one (named Meaningless, because of the Ultravox lyrics “This means nothing to me / Oh, Vienna” and all their beer names end with -less), and then found out about my book which they liked a lot. They were happy to send me a sample, and it was a good beer. Maltiness and bitterness were on the low end of the scale, but it’s certainly the kind of beer of which I’d have many more in one session, and thus in my opinion represented the spirit of Vienna Lager, to be an easily drinkable, flavourful beer that you can just enjoy with no fuzz.
One of the more surprising requests got to me just after Christmas when Rune Lindgreen of People Like Us reached out to me to get input on a Vienna Lager recipe. They were in the process of developing a coffee-infused Vienna Lager, certainly not the most traditional approach to the style, and wanted to get their base recipe counter-checked. I didn’t really have to do much, as the recipe looked fairly solid (I won’t go into details, but mostly Vienna malt as base malt, with small amounts of a few specialty malts). Then COVID hit me really bad, and it took me a while to recover from that, but a few months ago, I received several cans of the beer. Even though I’m not much of a coffee drinker, I was really impressed by this rather unusual interpretation: the base beer tasted exactly like I’d expect a modern Vienna Lager, some maltiness, balanced hop bitterness, well-attenuated, all with a distinct Vienna malt character, while the coffee added a particular roasted bitterness with some fruitiness that was enjoyable even for me.
By far the biggest surprise though was when Westerham Brewery from Kent got in touch with me. They had read my book, and took this line as a challenge:
As of 2020, no maltings is known to produce a Vienna malt using a historic variety such as Haná or Chevallier.
They got in touch with Crisp Malt, a traditional Norfolk-based maltings that still employs traditional floor malting techniques. In recent years, Crisp Malt has put considerable work in reestablishing old heritage barley varieties and turning them into quality malts. One of these heritage varieties is Haná, the old Moravian barley variety that was hailed the most in Austria for its brewing qualities. Crisp Malt had previously released a Haná Pilsner malt, and so they had the resources to also create a Haná Vienna malt. Long story short, Westerham brewed a Vienna Lager from it, and Crisp Malt started selling the malt as part of their small batch series. While I didn’t do much other than research and write a wee book, I’m full of joy to have inspired a brewery and a maltings to collaborate and produce a malt and a beer based on what I’ve written. I think it also speaks for the beer style that not only people are enthusiastic about it, but that even businesses are willing to take on some risk in recreating it true to the historic original.
Earlier this year, I was able to visit my family in Austria, which also gave me the chance to try out Austrian supermarket Vienna Lagers. That’s right, ever since two large Austrian breweries, Ottakringer and Schwechater (actually the original brewery where Vienna Lager was invented, nowadays owned by Heineken), released modern recreations of the style, Vienna Lager is a thing again back in its country of origin. I tested this by simply going to a local supermarket and picking two 4-packs of canned Vienna Lager. Austrian Märzen (similar to Bavarian Helles, but with a more robust bitterness) and Radler are still dominating Austrian supermarket beer aisles, but the fact that I can get two different mainstream brands in a regular supermarket shows that there is a niche for the style that goes way beyond craft beer.
Both beers are very similar: some maltiness, very well-attenuated, balanced bitterness, good body, a pale amber colour that is just a tad darker than e.g. Pilsner Urquell, and incredibly easy drinking and refreshing. The Schwechater version even features a picture of Anton Dreher, the inventor of the style, together with an extremely brief description of the style’s history. A tiny bit of beer history education.
Speaking of beer history education, Craft Beer & Brewing published a great article by Jeff Alworth summarizing the history of Vienna Lager, as well my historic reconstruction of the original Vienna Lager as it was brewed in the 1870s. On top of that, another book touching the subject of Vienna Lager was published, unfortunately in German only. Die Geschichte der Brauerei Schwechat, co-authored by Schwechater brewmaster Andreas Urban, which dissects the history of Schwechater brewery and the Dreher family in greatest detail, even better than my own book, with a large amount of previously unpublished pictures. It very much focuses on the brewery itself, though, so if you’re interested in Vienna Lager itself or don’t understand German, I can still recommend my own book. 😉
My views may be skewed, as I’ve been immersed in the whole topic of Vienna Lager for quite a while now, but at least my impression is that there is indeed an increased interest in the beer style. I’m very glad about that, as I still think it’s a fantastic beer. Donzoko’s and Braybrooke’s collaboration is just the latest interpretation of the style, but I’m sure it won’t be the last. In the “German Brewing” Facebook group, pictures of both home-brewed and commercially brewed Vienna Lager are posted at least semi-regularly, people on various social media platforms contact me to tell me about their latest home-brewed examples, and even I, together with a friend, recently brewed a 10° Abzugsbier version (well, it turned into a 11° beer as we overshot our expected efficiency) which is currently lagering. So, 2021 may indeed be the year of Vienna Lager.